メタルエステの作業
こんにちは!チームうっちーやっしーのYです。最近になり、下段取りでメタルエステというエッジを取る機械で作業をしております。
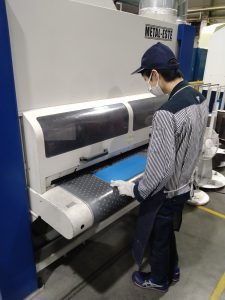
アルミ、ステンレスで使用するブラシが異なり、材質で高さや速度を変える必要があります。また、ブラシは消耗していくので高さを合わせるのが大変ですがやりがいのある仕事だと思います。
こんにちは!チームうっちーやっしーのYです。最近になり、下段取りでメタルエステというエッジを取る機械で作業をしております。
アルミ、ステンレスで使用するブラシが異なり、材質で高さや速度を変える必要があります。また、ブラシは消耗していくので高さを合わせるのが大変ですがやりがいのある仕事だと思います。
こんにちは!
チームうっちーやっしーのHです。
自分は初めは上手く塗れるか不安だった、塗り方などを教えてもらいながら塗っていき今では下の写真の用に塗れるようになりました。 最初は教えてもらった塗り方で塗っていき慣れてき出したら自分の塗りやすい塗り方を見つけて塗れるよう頑張っていきたいです!
これからも楽しく頑張っていきたいと思います。
こんにちは ![]()
チームうっちーやっしーのKです![]()
梅雨入りして、じめじめ蒸し暑い日が続いていますが
こまめに水分補給を行い、暑さに負けないように過ごしていきましょう 😛
さて、6月に入り、2022年度、小集団活動が始動しました。
私が所属する『チーム複合機』もここ最近、最優秀賞が取れていません。
先日、チームの皆さんと集まり、テーマを決めて現状把握まで行いました 🙂

ここ1,2ヶ月の現状を確認している様子![]()
次回は現状把握をもとに『要因解析・目標設定⇒対策』と続きます。
チーム一丸となっで今年度の小集団活動頑張っていきます!!
おはようございます。代表の藤田です。
昨日、羽田イノベーションシティー(HIC)がオープンして1周年を迎えました。
開設当初は、どのような展開となるのか不安もありましたが、メンバー企業7社の工場見学をはじめ社員同士の交流も積極的に行い企業文化の違いを見事に乗り越え新たなイノベーションを起こそうとしています。
最近では、各社のお客さまを招いて講演会や懇親会も行いとても盛り上がっています。
やはり、その道に長けた7社とそのお客さまも専門以外の情報はかなり新鮮で有意義と喜んでおられました。
今後も“モノづくり”から“コトづくり”ビジネスに重点を置き『羽田ハブ』を中心にメンバー企業と共に新しいビジネスを切り開いて参ります。

海老名会長のご挨拶です!


エンゾくんも特別参加してくれました!
鹿児島もようやく梅雨入りとなります。
今年は、例年より遅いので、雨量が心配です。
さて、当社では毎年社員手帳を更新しています。
これは、中期事業計画の改訂版を掲載しているためです。
結構ギリギリまで校正しています。
印刷会社にも無理を言いながらの作業です。
内容は社外秘なのでお見せできませんが表紙をは御覧の通りです。

社内ではこれを読み合わせしていきます。
社員で共有し、納得性を高める一環でもあります。
全体の4分の1のメンバーが参加し、話し合って取り決めていることも含め
全94ページの力作です。
これから熱中症も含め、気候変化に気を付けながら、
順化に対して対策をしましょう。
byあっきー
こんにちは チームWTのMです。
今回は今月からFCOグループにてジョブローテーションで一か月研修中のY君の紹介です。
画像ではプレスブレーキを使い、90度曲げに挑戦しているところです。
曲げの仕事は特に怪我につながりやすいので、安全作業を徹底しながら教育していきたいです。

皆さんこんにちは。
チームWTのTです。
ブログ投稿を始めてから一年が経ちました!
今回は、ちょっとした改善活動を紹介しようと思います。
軍手を収納するBOXがあるのですが、これが出し入れするたびに、写真のようになってしまいました。

そこで、写真のようにBOXの前を固定することによって綺麗に収納できるようになりました。
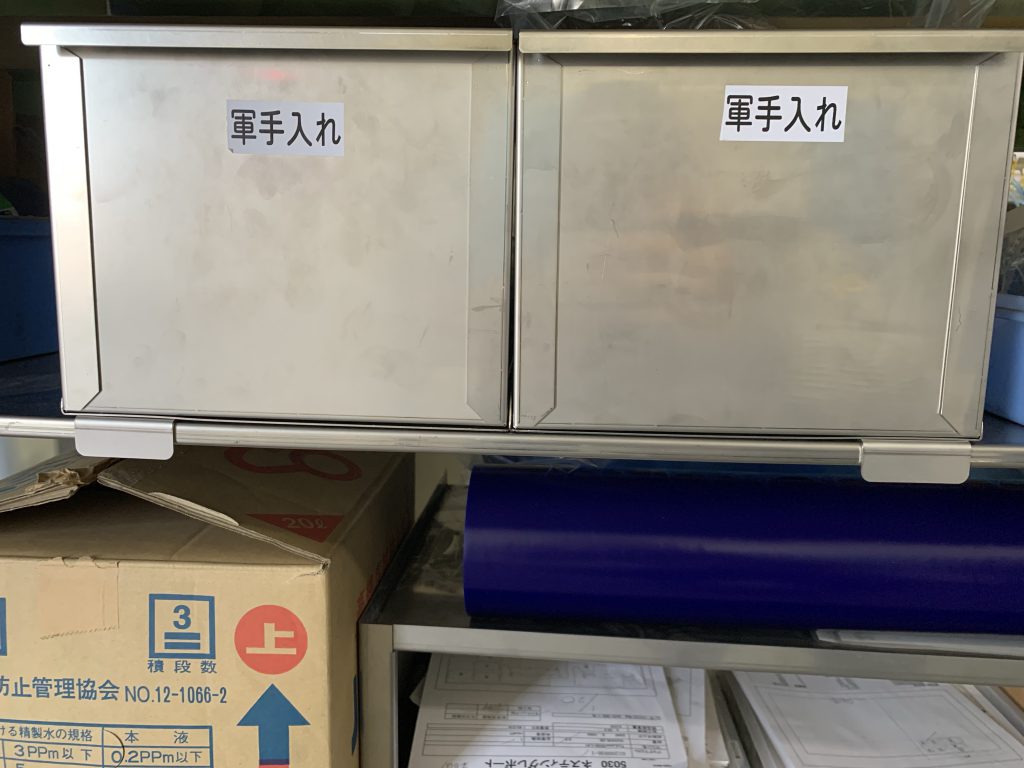

ちょっとしたことですが、職場の3Sを心がけて、皆さんも改善活動をやってみてはいかがでしょうか?
これからも、3Sを心かげていきます!
こんにちは。チームWTのSTです。
ブログ当番2年目を迎えました。
今回はイレクターパイプを使用した改善について紹介させていただきます。
主に台車、フェンス・仕切りを製作するのに使用し、パイプをカットし、ジョイントをはめることで
組立てができ、改善活動にとても重宝します。
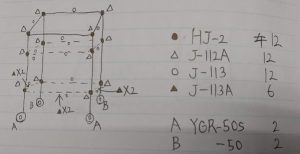
こちらは台車を製作した際の簡単な設計図になります。
天板・棚板にカラーコンパネを使用し板金部品を使用しない場合、こういった設計図で製作に取り掛かることが多いです。
しかし、天板などに板金部品を使用する場合、ジョイントを含めた長さを考慮しないと部品がはまらず
泣く泣くパイプを削ったり、カットし直す。。。なんてこともあります。
そこでそういう場合は3DCADで設計をしてから制作を行うことにしています。
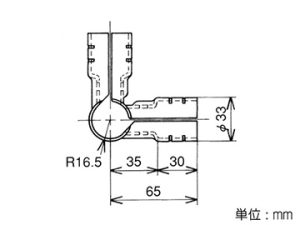
ジョイントは上図のように寸法図はあるが、ネット上に3Dデータが無いこともあるので
自分で作成することもあります。

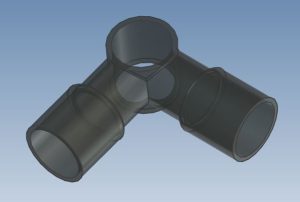
こうした部品データを残しておくことで次回以降の設計が楽になります。
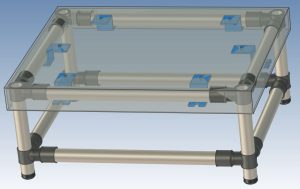

こちらが先日製作した踏み台になります。やはり事前に視覚的に確認できると
依頼者とのイメージギャップを解消することもできるので、有効だなと感じます。
最近自宅用にちょっとしたものを製作したいと思うことがあるので
時間を見つけてトライしてみます。
こんにちは!チームさんさんのSです!
今年で入社3年目となり、溶接後の試験をすることになりました!
なので今回紹介するのはスヌープ試験です!
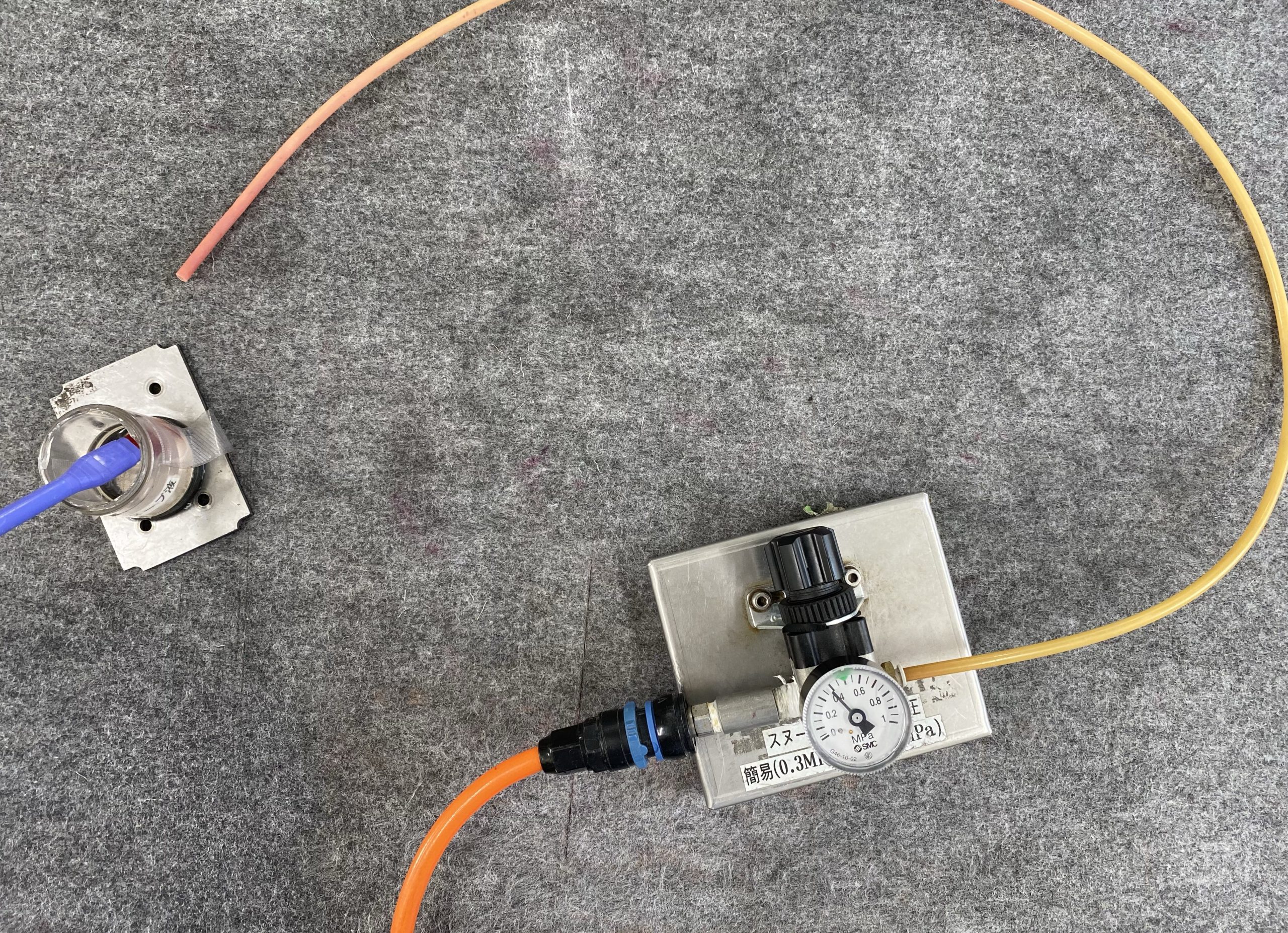
スヌープ試験は、溶接箇所に穴が空いていないか、スヌープ液をぬり、エアーをあてる試験方法です!
スヌープ液は乾きやすく、エアーを当てる角度が難しいので、初めはとても時間がかかってしまいました。
今は少しずつ早く出来るようになりましたが、まだ時間がかかりすぎているところがあるので、これからもっとはやく、そして正確に試験が出来るよう頑張りたいです!
こんにちは! チームさんさんのIです。
今回は、仕上げ工程で研修を受けている新入社員B君の紹介をします!
B君は今午前中は焼け取り作業、午後は溶接作業をしています。
焼け取り作業、上げ作業一つ一つ確実に覚えて間違いがないように頑張っています。

私もB君に負けないよう頑張っていきたいと思います!