異業種交流改善発表会
今週末(3/2)15時10分より『第二回異業種交流改善発表会 』があります。
』があります。
昨年、10月28日に第一回が開催されました
その模様は前のブログ( 10/31アップ分
10/31アップ分 )でご紹介しておりますので、お時間ありましたらご確認下さい。
)でご紹介しておりますので、お時間ありましたらご確認下さい。
そもそも、異業種交流とはなにかといいますと、弊社に協力いただいております
ビジネスパートナー様と更なる交流を深め、密な連携を取る目的があります
発表の詳細に関しては近日ブログにアップします。
乞うご期待ください

うっちー
今週末(3/2)15時10分より『第二回異業種交流改善発表会』があります。
昨年、10月28日に第一回が開催されました
その模様は前のブログ(10/31アップ分)でご紹介しておりますので、お時間ありましたらご確認下さい。
そもそも、異業種交流とはなにかといいますと、弊社に協力いただいております
ビジネスパートナー様と更なる交流を深め、密な連携を取る目的があります
発表の詳細に関しては近日ブログにアップします。
乞うご期待ください
うっちー
前回、小集団発表会について載っていましたが
その後、結果がでて打ち上げが 行なわれましたのでご報告します。
行なわれましたのでご報告します。
今回の順位は
1位 MJS(窓口、受注、設計)
2位 キカクシエン(企画支援Gr)
3位 KKS-21(k経費、kコスト、S削減をテーマに-21%)
どのチームも改善内容がしっかりしていて、なかなかの接戦でした
1位だったチームが、なんとも偶然 自分達のチームでした
自分達のチームでした ので打ち上げを風景を載せさせてもらいます。
ので打ち上げを風景を載せさせてもらいます。
病み上がりで発表前日に頑張って資料作成をしていたH君も大喜びです



これからも みんなで協力しながら頑張っていこうと思える一時でした。

今回で活動は終わりではないので、継続してどんどん結果を出して行きたいと思います。
byなべやん
今回は溶接理論教育説明会第2弾という事で実技講習が行われました
始める前に今回の実技の内容を講師のI氏より説明があり、実技スタート

I氏が用いたサンプルを使い、ピンホール(穴)やクレーターの概要を細かく説明して頂きました

溶接終端部に出るクレーターの最適な処理方法をI氏の実技から1つでも盗もうと受講者は必死に観察しています

技術の伝授という事でI氏の教わりながら各自実技中
来月には学科と実技の試験が行われるので受講者は頑張ってます
定期的に勉強会や試験を行う事で、切磋琢磨し技術の底上げをはかっていますので、
今後の溶接工程のスキルアップが楽しみです
by たなぴー
藤田ワークスは道路を挟んで2つの工場があります
霧島工場・国分工場と呼ばれています
道路向かいならすぐ近くかと思われるでしょうが、意外に距離があるのですよ
霧島工場の2階からみた国分工場です
目の前の白い建物ですね

そこで移動手段として活躍するのが自転車です
歩くより断然早いので、重宝しております

道路を渡るときは一旦停止
工業地帯なので交通量は多くないとはいえ、油断禁物です

そんな愛すべき自転車ですが、難点といえば
今の時期、寒い
 (=△=)ことですね・・・
(=△=)ことですね・・・
厚着してめげずに愛用しますよー
写真&文:2F事務員
さる2月14日に、当社工場長がセミナーの演台に登壇しました。
昨年の11月下旬に、鹿児島県の三工業会(機械製缶、精密板金、金型治工具)主催の
ベトナム研修視察へ行った報告会です。
海外への販路拡大や拠点化などがテーマです。

セミナーは、4つの事例7名の報告会です。
その中で、25分間と最も長い時間を与えられ、大いに吼えまくっておりました。
会場からは、頷きあり、笑いありとなかなかの反響でした。
工場長も気合が入ったせいか、10分ほど時間オーバーで話をしてました。

報告内容も写真を多く活用されており、見た目でわかりやすいのと、
発表の論点も良かったことです。
「必ずしもベトナムは拠点として安心というわけではない!」
なんとも頼もしい工場長でした。
byあっきー
今回は、先日行われた溶接条件の理論教育説明会を紹介致します
ACE・SJ・宮崎の3グループの溶接担当者とPT担当者、全21人
まずはPT検査プロフェッショナルN氏講師による溶接欠陥有無の検査方法・検査手順・原理の説明

次に溶接プロフェッショナルI氏講師による溶接欠陥(ピンホール・アンダーカット等)の概要・原因・対策についての説明
最後に日本溶接協会のTig溶接状況ビデオをみて講義が終了しました

みんな真剣そのもの
約1時間半と短い時間ではありましたが、溶接に関する知識と技術の向上と、グループ同士のコミュニケーションもとれ、とても良い時間を過ごす事が出来ました
また、後日学科試験・実技教育もあるので再度復習して自分のモノにし、一発合格したいと思います
by
以前ブログで紹介しました、当社オリジナルの制服がありますが

我が社では、作業服のズボンは

そう 「ジーパン」なのです
「ジーパン」なのです

ジーパンは、1870年ゴールドラッシュに湧くアメリカの鉱夫(鉱山労働者)達が愛着していたそうです
生地が厚く丈夫な作りで出来ている為、我が社は当初の時から
ジーパンを作業服として着用しています
従業員の皆さんからも好評でけっこう気に入って着用しています
他ではあまりジーパンを作業着にしている会社は少ないのではないでしょうか

今後も藤田ワークス独自のスタイルを築き、他社との差別化を図っていきたいと思います
By ふくぞん
社内ではチーム薩摩伝と言うチームでの取り組みを行なっております
社内の年間イベント活動を行なったり、薩摩伝の中で、新たな取り組みを提案、実施したりします。
以前はチーム龍馬伝の名で2年前に発足致しました。その名の由来は、経営品質活動のベストプラクティス企業
から学ぶ「ベンチマーキングin高知」から始まり、経営品質賞を受賞している、ネッツトヨタ南国株式会社さんや
四国管財株式会社さんの視察に行き、そこで、顧客満足・従業員満足を中心とした経営や、従業員としての新しい
リーダーシップのあり方を教えられ、考えさせられた事がきっかけとなり高知にちなみ「龍馬伝」となりました
が、鹿児島人らしくあるためにその後現在の「薩摩伝」として改名されました

2年前に行なわれたFWと昭南病院との合同ベンチマーキングin高知で撮影した坂本龍馬像前での写真

和やかなムードで今後の新入社員歓迎イベントへ向けての作戦会議

身振り手振りで発言し意見を述べるT.I さん
4月には新しい仲間9人が入社します。ぜひブログをご覧の新入社員の皆さん私たちチーム薩摩伝は
新しい社員の皆さんと楽しく、気持ちよく仕事が出来るようにいろいろな企画を準備しています。
次回の薩摩伝の動向をおたのしみに
by かねやん
私が所属している、1ST STAGEグループでは、『歩留まり』と日々闘っています
そこで今回は『歩留まり』とは何か、簡単に説明致します
『歩留まり』とは、1枚の材料に対して、どれだけ製品を配置し生産できるかということで
その製品生産数の比率を『歩留まり率』と言います。その歩留まり率をいかに上げれるかが
とても重要になってきます
そこで2つ作りましたので、ご覧下さい
まずこれは、製品を同じ方向で配置したものになります
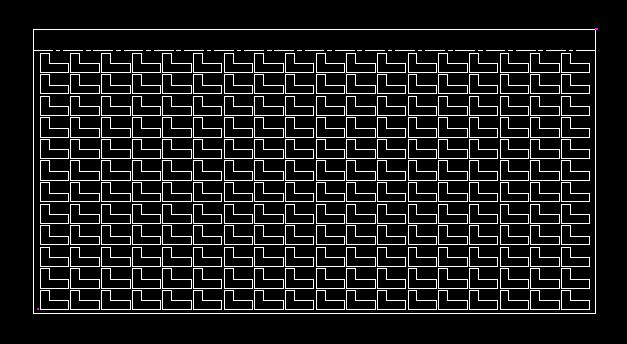
製品数は216個配置出来ました。
次に、製品を180度回転させたものを抱き合わせて配置させました。
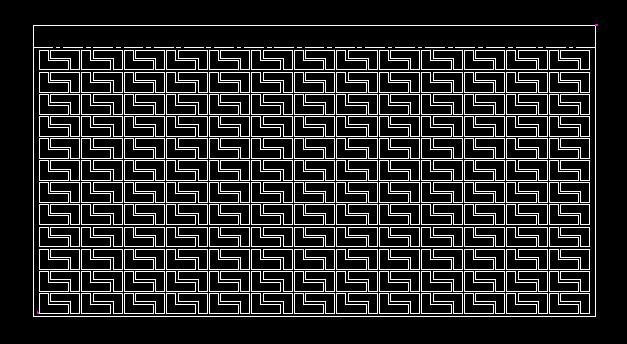
製品数は312個配置出来ました。
このようにひと工夫加えるだけで、歩留まり率を上げることが出来ました。
配置する製品の形状は様々で、いつも作業者は頭をかかえております。
こんな感じで・・・・

1ST STAGEグループは歩留まり率向上を目指し、頑張っていきます。
by やーたく
当社にYAGLaser溶接機が入ってもうすぐ1年になります。
ロボットによる溶接となる為、どうしても納期が必要であったり、
量産品への適用が多かったのですが
もっともっと、お客様のご要望に素早く対応すべく当社も、
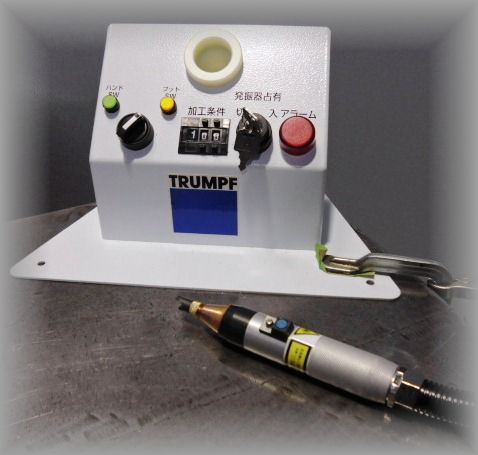
柔軟でフレキシブルな対応を目指して、ハンディタイプを設置しました。
「TrulaserHandy」です。

今後は溶接に対する更なる可能性が増えて来る事でしょう。
まずはいろいろな条件出しと強度試験からになります。
実際の溶接等は次回紹介いたします。お楽しみに
byはるさん