溶接裏ガス治具の製作
お疲れ様です。
チームRMのFです。
今回紹介させていただくのは、溶接裏ガス治具になります。
社内ではよく裏ガスと呼ばれていますが、バックシールドと呼ばれるそうで溶接部の裏側を可能な限り密閉し、窒素やアルゴンガスといった不活性ガスを流すことによって溶接部の裏側が酸化することを防ぐ方法です。
このバックシールドをすることによって溶接ビードの品質が向上し強度や耐食性も変わり、溶接後の溶接焼け取りも楽になるのでSUS(ステンレス)材料の焼け取りがやりにくい形状の製品(製作数や発注の頻度にもよると思いますが)には必要になってきます。
今回、依頼を受けた製品は箱型の形状にいくつか大きめの穴が開いてはいるのですが、焼け取りが大変かつ製作数や発注の頻度もそこそこであったため溶接裏ガス治具の製作をお願いされました。
ただ、溶接裏ガス治具を製作するのは今回が初めてで、1回目は自分なりに色々と考えて設計、製作まで行い完成品を納めに行ったのですが、使い方が複雑であること、製品が研磨ものであるためSUSの板で囲むのは良くないとのことでした。
社内にはいくつもの溶接治具があるため、使い方が複雑な治具があっては把握ができなくなってしまいます。
そのため使う方のことを考慮し、いかにシンプルな使い方ができるような設計を行うかが大事であると教わりました。
2回目は経験豊富なグループ長からのアドバイスを頂きながら設計を進めていきました。
1つ目は、製品をどう溶接するかです。私が作業担当の方の話を伺った時は箱型の製品を立てた状態とその状態から90度回転させた状態の2パターンで溶接を行いたいとのことでした。
ですが、製品の溶接が必要な位置を確認したところ寝かせた状態で向きを変えることなく溶接ができることに気づきました。
そこで、作業担当の方に確認を行ったのですが製品を寝かせた状態でURロボットで溶接すると溶接位置のズレが発生したという事例があったため却下されました。
このことをグループ長へ伝えると、作業担当の方に再確認に行ってくださいました。
すると、製品を寝かせた状態でURロボットで溶接していた際に溶接位置のズレが起こってしまった原因として、製品の固定が不十分な中、URロボットで溶接をしていたことで溶接歪みにより溶接位置のズレが生じてしまったのではないかと推測されました。
2つ目に研磨の製品の固定方法です。
金属以外の材料を面に当てて固定を考えたりもしましたが、Tig溶接は融点が約3400度のタングステンを電極に用いる溶接方法であるため、金属以外の材料を用いた固定は難しいと容易に判断できました。
これについてもグループ長に相談を行ったところ、銅板を当てることを勧められました。
銅はSUSに比べて柔らかい材料であるためSUSより傷を付けにくく、冷やしガネの役割も担えることで研磨製品の溶接治具には欠かせない材料であること、熱を下げながら溶接していけることで溶接歪みを抑えることができることを教わりました。
ただ銅1枚だけでは剛性が低いため、銅:3.0mmとSUS:3.0mmを重ねることで剛性を高めることができ、この方法を用いた溶接治具をいくつか製作して実際に使われているとの話だったので用途や効果を理解した上でこの方法を取り入れることにしました。
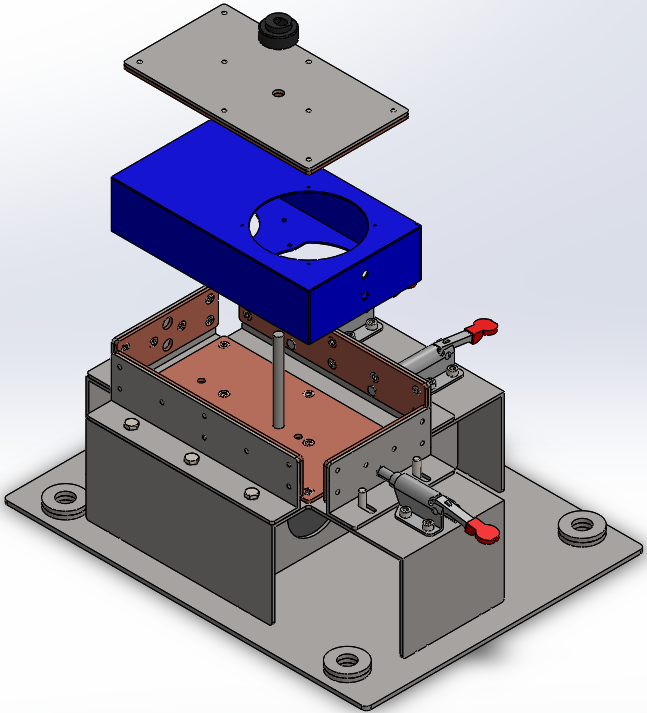
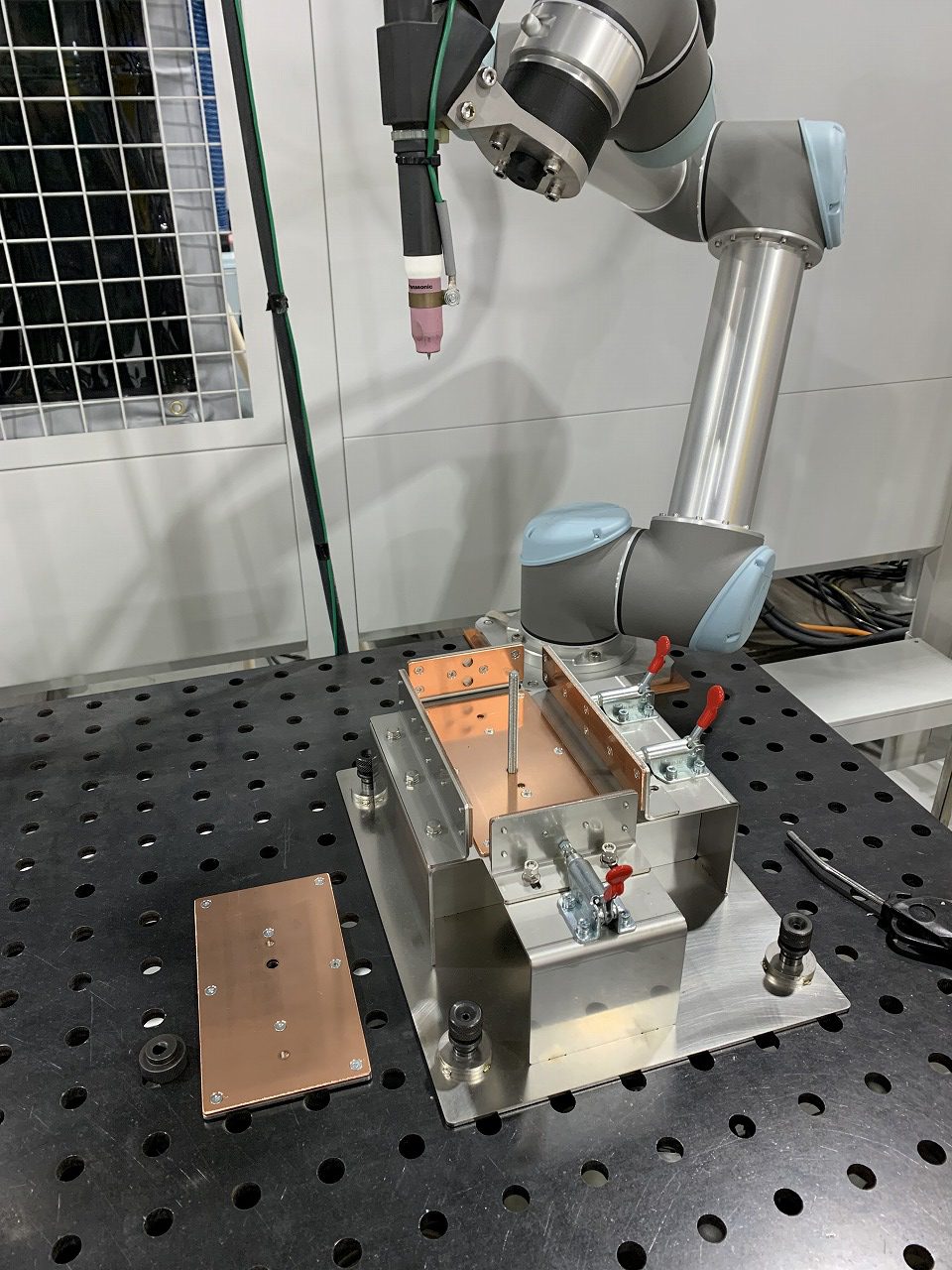
こちらが設計した3D CAD図になります。
箱型の製品に対して全ての面に銅+SUS板が当たるように、側面2方向は固定し対面に当たる2面は広げられるように長穴を作り、
製品をセットした後はトグルクランプで押さえて側面は固定されます。
上面は別パーツになってしまうのですが、同じように銅+SUS板を重ね製品と接触しないように立てられたボルトに早締めナットを取り付けることで側面と上面から押さえることで十分な固定となり溶接歪みの発生により溶接位置がズレることを防止できるかつ、裏ガスを閉じ込める空間を作れます。
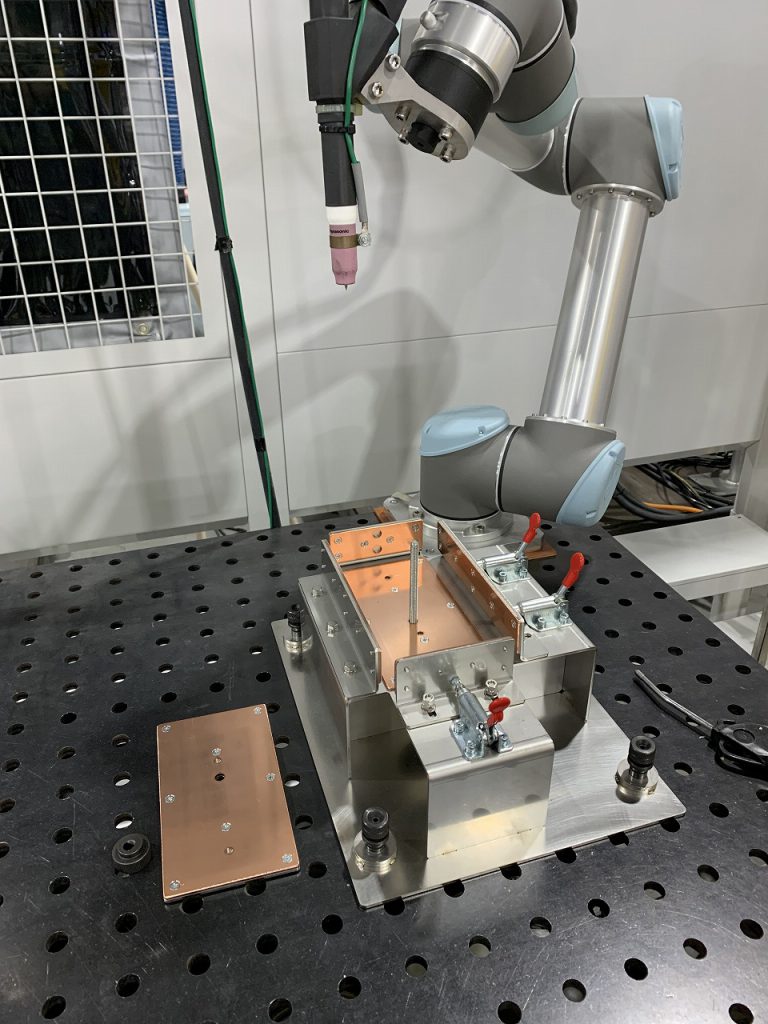
こちらが完成した治具になります。
完成したのが先週の頭だったこともあり、実際の使用感や改善内容などまだ聞けていませんが、注意すべき項目等をまとめ今後の製作に繋げていきたいと思います。
新しいヒーターが設置されました。
こんにちは、チーム段のSNです。
まだまだ寒い日が続いていますので、皆さん体調管理には充分気をつけてお過ごし下さい。
さて、寒さ対策といえばヒーターは欠かせないものですが、先日酸洗い場に新しいヒーターを導入していただきました。
以前まで使用していたものが故障してしまったため、今回買い替えとなりました。
大きさはひと回り小さくなりましたが、以前のものより数段暖かくなりました!
 旧ヒーター
旧ヒーター
 新しいヒーター
新しいヒーター
まん延防止等重点措置が適用されるなど、コロナウイルスによる影響はもうしばらく続きそうですが、しっかりと対策を行い冬を乗り切りましょう!
新入社員紹介
こんにちは、チーム段のnです!
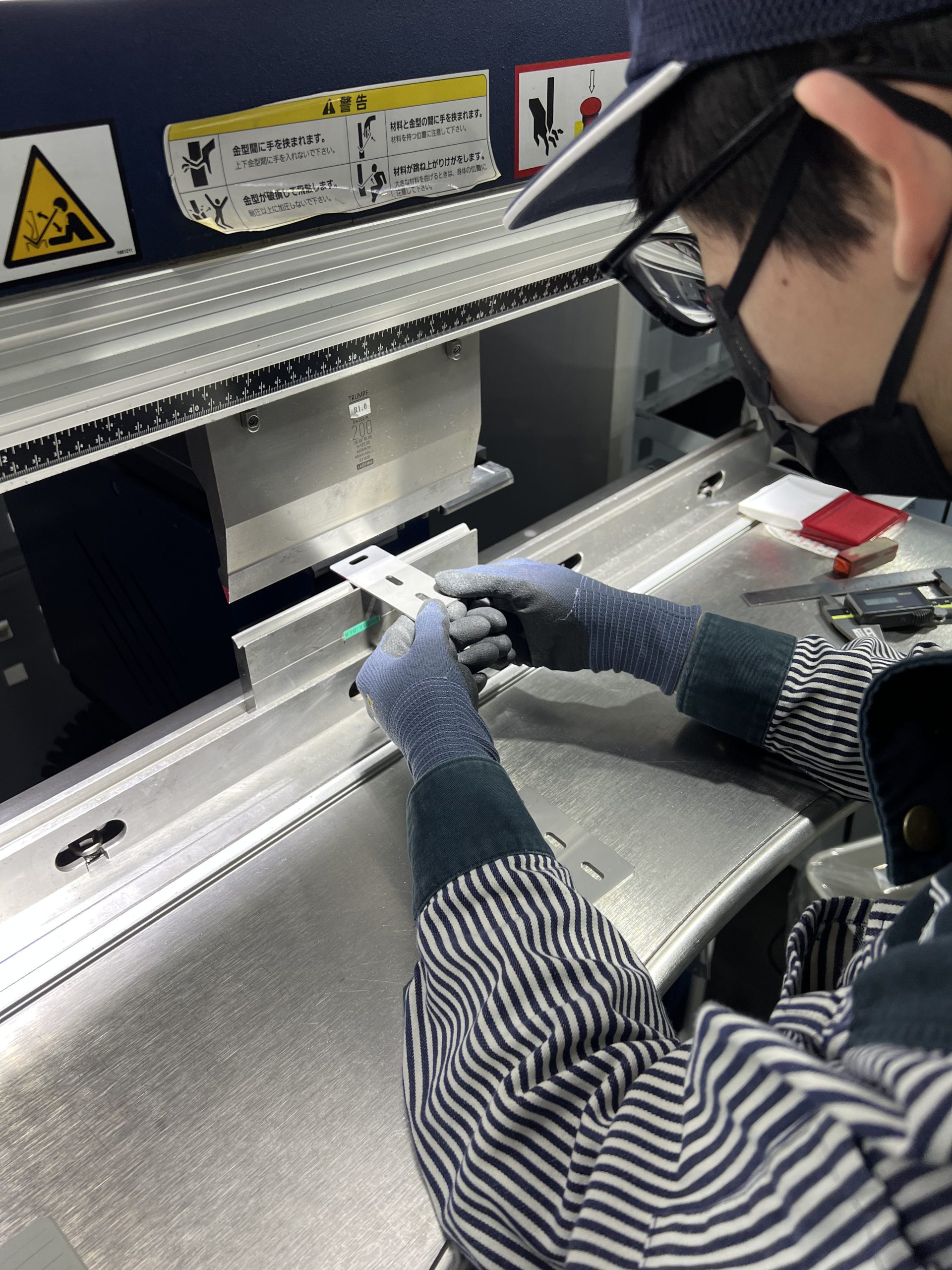
今回ジョブローテーションで、下段取りに回ってきた新人のy君を紹介します!
現在2ヶ月が経ち主にエッジ取り作業に取り組んでもらってます!工具の取り扱いや、製品毎での作業のスピードも少しずつ早くなり、とても成長を感じています!また下段取りのメンバーとコミュニケーションを取ることも多く楽しく仕事が出来ていると感じます!
下の写真はサンダーで、ジョイント取りをしている所です!ジョブローテーションもあと少しですが、怪我や事故が無い様にしっかり教育していきます!

南九州から全国へ
こんにちは
チーム段のSです。
最近巷ではキャンプやキャンピングカーなど人気のようですが、自分も旅行が好きなので、車でどこでも行けてお泊りできるのはいいなと思ったり、猫を飼っているので、災害があった時などの猫の避難所としてもいいのかなと思っていろいろ調べたりしてます。
ですが、普通のキャンピングカーだと結構お値段が高かったり大きくて燃費やら維持費やら心配になったりどうしたもんかな~と思ってたら、軽自動車のキャンピングカーというのを見つけて、軽だったら維持費とか高速代とかフェリー代とかはお安くなりそうだしいいなと思っていろいろ見てみました。
今人気のある軽キャンパーの中でも自分が気になったのがバンショップミカミさんのテントむしという車で、バンショップミカミさんは霧島市の隣り曽於市にある会社で弊社でもいろいろ部品を製造させて頂いてます。
鹿児島から全国のキャンプ好きのお客様に人気の商品をお届けしているのは素晴らしいと思いました。
自分達も同じ南九州鹿児島から全国のお客様へより良い製品を届けていきたいです。
言葉の重み
最近めっきりと寒くなってまいりました。
先日も桜島が今年初冠雪でしたが、南国でも雪は降るし寒いです。
また最近ではオミクロン株の市中感染が増加し、受験生を悩ませる事態になっています。
重度化よりもその感染力に伴う機能停止(人手不足)が問題視されています。
先行指標となるかわかりませんが、欧米ではそろそろピークアウトに入っているとの見方も。
今できることは、自身の感染予防です。
さて、最近の話題では体操の内村選手の引退です。
一番納得したのが、「こだわったのは着地です。」
体操は、着地が最も大事。と言い切り、技に名前が付くことよりも優先した。
世界選手権、オリンピックを通して8連覇を成した男の言葉と感じました。
人材育成でも言葉は重要で、その言葉の重みはその人の人格にも左右される。
内村選手は実績面でも体操への思いや姿勢などの振る舞いも王者の貫禄。
わが社でも、職人技を持つ社員が多くいます。
心技体といいますが、課題を克服する要因も“言葉”かもしれません。
社内のモノづくり選手権(チャリンコ選手権)をみたい!


byあっきー
2023おもてなし隊(かごしま国体応援)
藤田ワークスは、2023年開催のかごしま国体・かごしま大会で,本県を訪れる方々を
まごころのこもったおもてなしでお迎えするため,「2023おもてなし隊」
(県民運動参加団体)の活動に参加しています。

活動の一環として、地域の清掃活動を実施しました。



改善活動
お疲れ様です。
チームWTのMです。
今回は前に行った改善活動を紹介したいと思います。
画像の台車ですが、以前は仕切りがなく仕分けがしずらかったため、仕切りを追加することにより、各工程の仕分けをやりやすくしました。
毎日作業行うので、作業効率が上がってよかったと思います。

新入社員紹介
お疲れ様です。
チームWTのMです。
今回は現在私の所属するFCOグループでジョブローテーション中のk君をご紹介します!
k君はFCOグループでカシメ、曲げ前のシール剥がしとトルベンド7036で曲げ加工を行なっています。
FCOでの教育期間は1月末までですが、怪我無く楽しく仕事をしていきたいと思います! 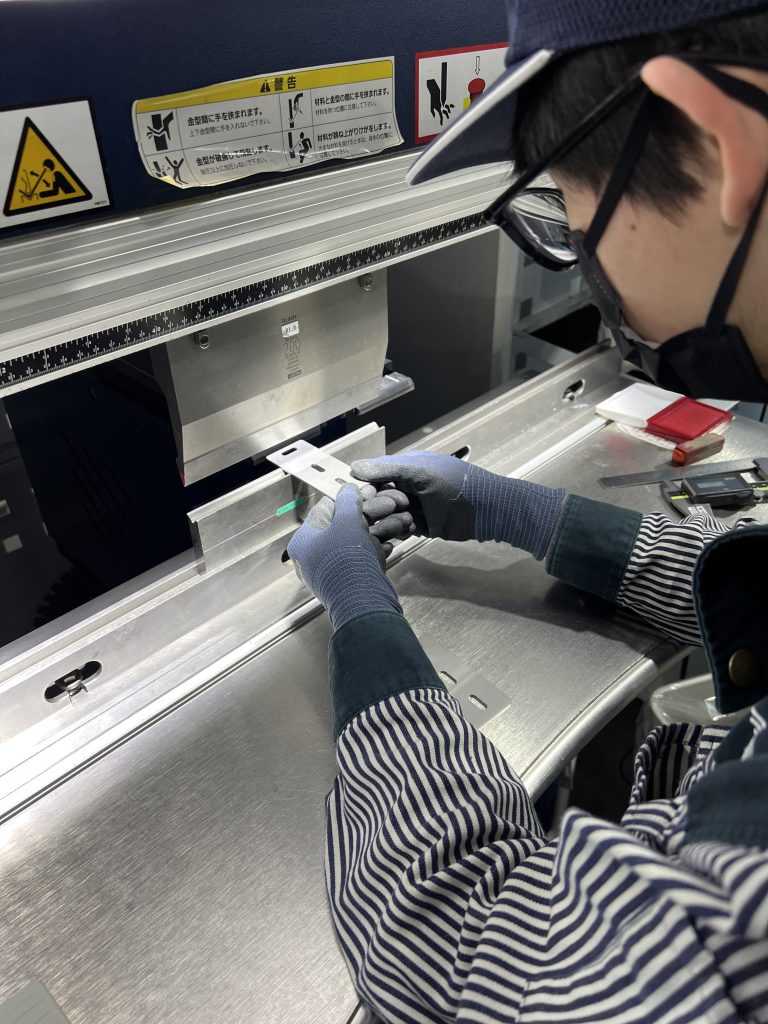
会社紹介
こんにちは
チームさんさんのNです
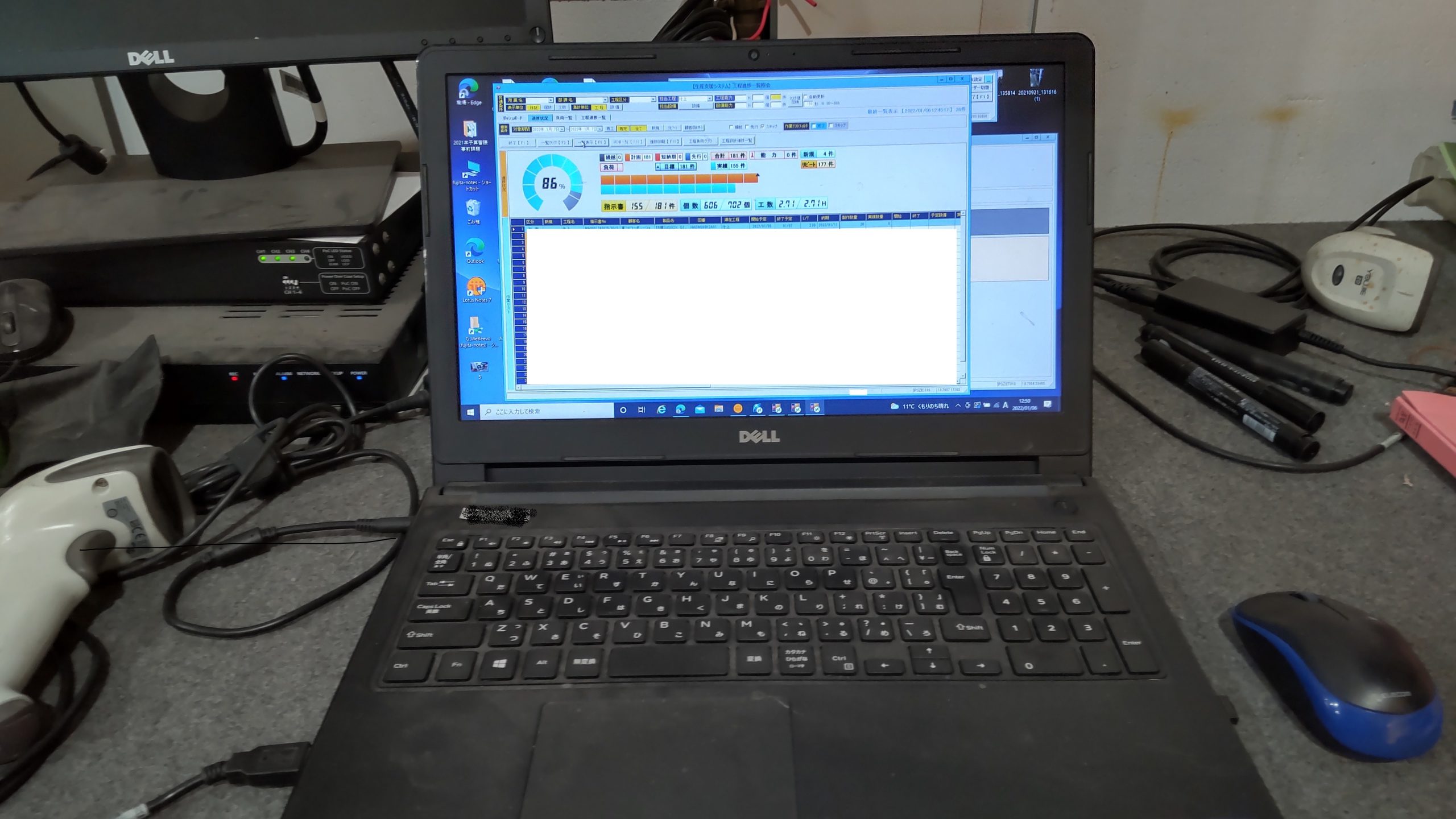
藤田ワークスは情報共有の技術も進んでおり
その一つに生産支援システムというものがあります
これはパソコン上で現在の生産状況の確認や製造工程で今何処に製品があるのか調べることができます

また各部署には大きなモニターがあり生産状況の確認ができます
上手く活用して生産の向上に努めたいと思います