溶接裏ガス治具の製作
お疲れ様です。
チームRMのFです。
今回紹介させていただくのは、溶接裏ガス治具になります。
社内ではよく裏ガスと呼ばれていますが、バックシールドと呼ばれるそうで溶接部の裏側を可能な限り密閉し、窒素やアルゴンガスといった不活性ガスを流すことによって溶接部の裏側が酸化することを防ぐ方法です。
このバックシールドをすることによって溶接ビードの品質が向上し強度や耐食性も変わり、溶接後の溶接焼け取りも楽になるのでSUS(ステンレス)材料の焼け取りがやりにくい形状の製品(製作数や発注の頻度にもよると思いますが)には必要になってきます。
今回、依頼を受けた製品は箱型の形状にいくつか大きめの穴が開いてはいるのですが、焼け取りが大変かつ製作数や発注の頻度もそこそこであったため溶接裏ガス治具の製作をお願いされました。
ただ、溶接裏ガス治具を製作するのは今回が初めてで、1回目は自分なりに色々と考えて設計、製作まで行い完成品を納めに行ったのですが、使い方が複雑であること、製品が研磨ものであるためSUSの板で囲むのは良くないとのことでした。
社内にはいくつもの溶接治具があるため、使い方が複雑な治具があっては把握ができなくなってしまいます。
そのため使う方のことを考慮し、いかにシンプルな使い方ができるような設計を行うかが大事であると教わりました。
2回目は経験豊富なグループ長からのアドバイスを頂きながら設計を進めていきました。
1つ目は、製品をどう溶接するかです。私が作業担当の方の話を伺った時は箱型の製品を立てた状態とその状態から90度回転させた状態の2パターンで溶接を行いたいとのことでした。
ですが、製品の溶接が必要な位置を確認したところ寝かせた状態で向きを変えることなく溶接ができることに気づきました。
そこで、作業担当の方に確認を行ったのですが製品を寝かせた状態でURロボットで溶接すると溶接位置のズレが発生したという事例があったため却下されました。
このことをグループ長へ伝えると、作業担当の方に再確認に行ってくださいました。
すると、製品を寝かせた状態でURロボットで溶接していた際に溶接位置のズレが起こってしまった原因として、製品の固定が不十分な中、URロボットで溶接をしていたことで溶接歪みにより溶接位置のズレが生じてしまったのではないかと推測されました。
2つ目に研磨の製品の固定方法です。
金属以外の材料を面に当てて固定を考えたりもしましたが、Tig溶接は融点が約3400度のタングステンを電極に用いる溶接方法であるため、金属以外の材料を用いた固定は難しいと容易に判断できました。
これについてもグループ長に相談を行ったところ、銅板を当てることを勧められました。
銅はSUSに比べて柔らかい材料であるためSUSより傷を付けにくく、冷やしガネの役割も担えることで研磨製品の溶接治具には欠かせない材料であること、熱を下げながら溶接していけることで溶接歪みを抑えることができることを教わりました。
ただ銅1枚だけでは剛性が低いため、銅:3.0mmとSUS:3.0mmを重ねることで剛性を高めることができ、この方法を用いた溶接治具をいくつか製作して実際に使われているとの話だったので用途や効果を理解した上でこの方法を取り入れることにしました。
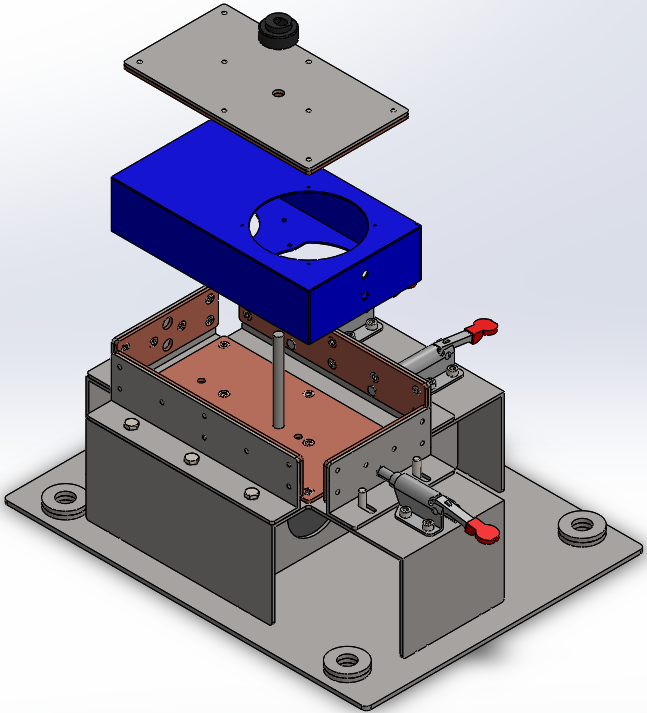
こちらが設計した3D CAD図になります。
箱型の製品に対して全ての面に銅+SUS板が当たるように、側面2方向は固定し対面に当たる2面は広げられるように長穴を作り、
製品をセットした後はトグルクランプで押さえて側面は固定されます。
上面は別パーツになってしまうのですが、同じように銅+SUS板を重ね製品と接触しないように立てられたボルトに早締めナットを取り付けることで側面と上面から押さえることで十分な固定となり溶接歪みの発生により溶接位置がズレることを防止できるかつ、裏ガスを閉じ込める空間を作れます。
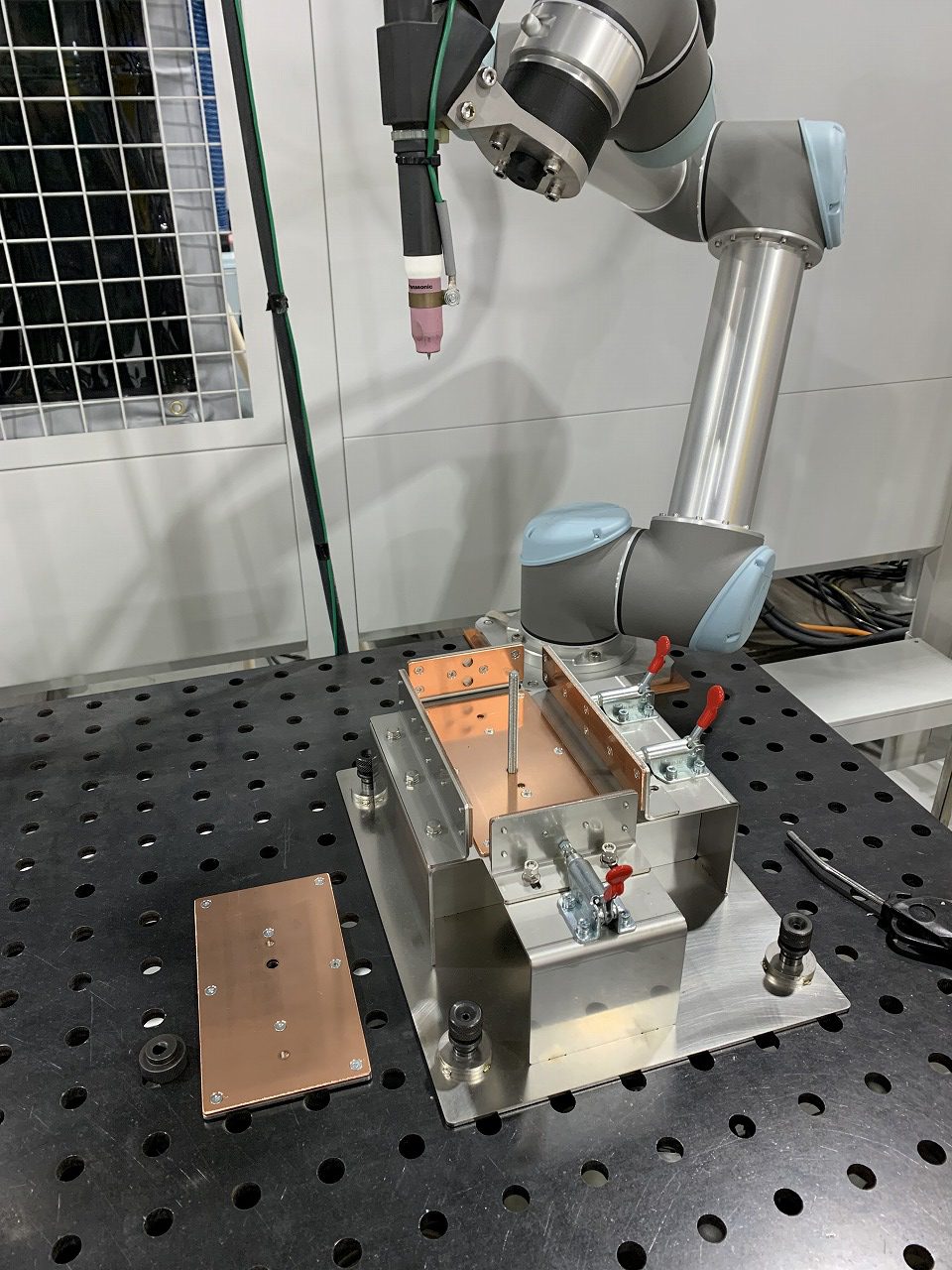
こちらが完成した治具になります。
完成したのが先週の頭だったこともあり、実際の使用感や改善内容などまだ聞けていませんが、注意すべき項目等をまとめ今後の製作に繋げていきたいと思います。
関連記事
 2014年11月24日 草刈り
2014年11月24日 草刈り 2014年10月20日 季節外れ
2014年10月20日 季節外れ 2017年6月21日 印字システム導入
2017年6月21日 印字システム導入 2023年9月20日 残暑の候
2023年9月20日 残暑の候 2023年8月4日 先週末から今週末にかけて
2023年8月4日 先週末から今週末にかけて 2012年12月21日 ISO認証更新監査終了
2012年12月21日 ISO認証更新監査終了