溶接修理依頼
どーもーTeam東の龍です。
今回は、年に数回有るか無いかの飛び込み溶接修理依頼の1例をご紹介します。
過去には、自動車・バイクのチタンマフラーや、チタン製の車椅子のフレーム、機械設備のアルミラジエター
障害者の歩行装具まで溶接修理した事があります。
今回の事例は、旋盤加工屋さんからアルミ鋳物の部品が壊れてしまったと報告を受けました。部品入荷に約ひと月かかってしまい
設備が止まってしまうので、何とか溶接修理できませんか? と、切羽詰ったご依頼です。
持ち込み頂いて状況確認したところ、何とかなりそうでしたので、お引き受けしました。


画像の様に、いい感じで「ボキッと逝ってます」 まずは、聞取り調査です。
「部品の用途は何ですか?」と尋ねたところ「 旋盤加工で切削材の保持具です。」とお答え頂きました。
と言う事は、振動が常にかかるので溶接強度が必要。 溶融面積を増やす開先加工を行います。
次に溶接欠陥の原因となる油や塗装を除去する作業を行います。
特に鋳物なので脱脂は念入りに行います。
次に溶接棒の選定ですが、アルミは単純に1000番台から7000番台まで大まかに7種類あります。
弊社で主たるアルミ材はA1100(純系アルミ)かA5052(アルミ・マグネシウム合金)がメインですが、アルミ鋳物
には、A4043-BY(アルミ・シリコン系)溶接棒を使用します。
A4043溶接棒はA5052(板材)とA6063(引抜材:パイプ・アングル)などの異材組合せにも使用します。
様々な確認事項と前処理を終え早速、溶接作業に取り掛かります。

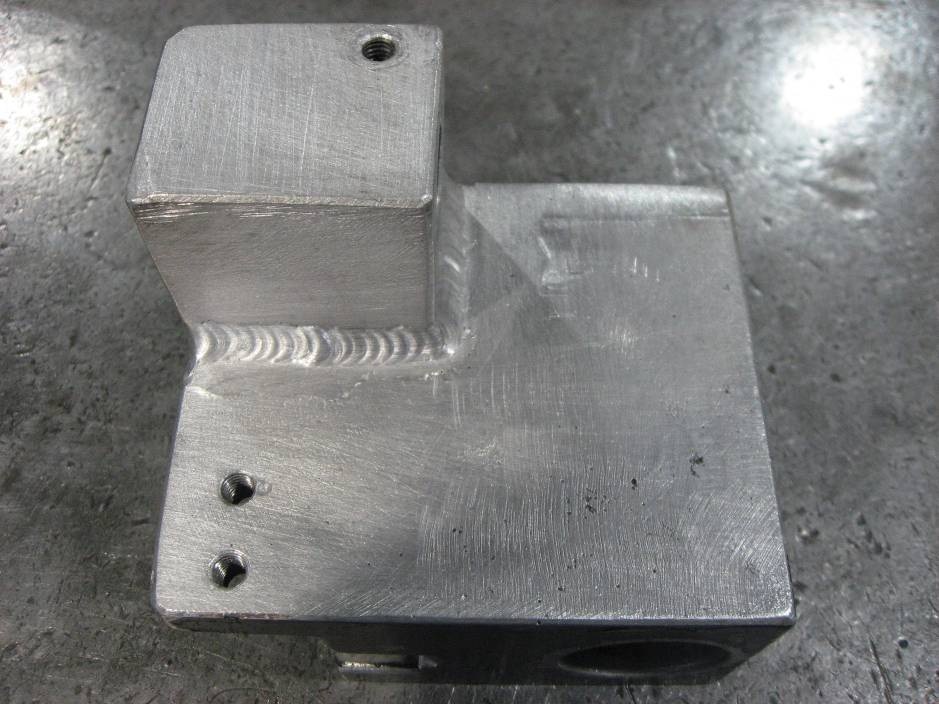
はいこの通り、綺麗に修理できました。 喜んで帰られるお客様の笑顔がとても印象的でした。





