TN-1V溶接検定をリアルに再現
どーも Team東の龍です。
今回は、溶接を知らない方のために、リアルにTN-1V(アルミニウム薄板3mm 溶接姿勢:立向)の溶接検定を社内で再現し、溶接を知らない方にも、溶接検定を受験した気持ちになって欲しいと思います。
長文ですが、しばしお付き合いください。
溶接資格は、資格取得後1年で有効期限となり、継続申請を2回い資格継続出来ますが、3回目の3年目では、力量確認のため実技試験を受けて合格しないと維持できない、たいへん面倒な資格です。 検定前になると業務の合間に溶接資格保持者の方はひそかな練習を始めます。
試験当日は、先ず始めに受付を済ませて受験番号と同じゼッケンを受取り試験片を受取ります。

受取った試験片の溶接部の酸化皮膜を10mm程度ワイヤーブラシで地肌が出るまでひたすらゴシゴシ磨きます。
なかなか地肌が出ないので、ヤスリを使ったりしてきれいにします。

次に、溶接部を脱脂して溶接棒も脱脂します。


冶具にセットして仮付けします。

立向の溶接姿勢は、専門級となってますので、垂直になるように冶具を固定します。
試験片が垂直であれば、立っても座っても問題ありません。 如何に自分の溶接しやすい位置にセットするかで溶接状況も変わります。

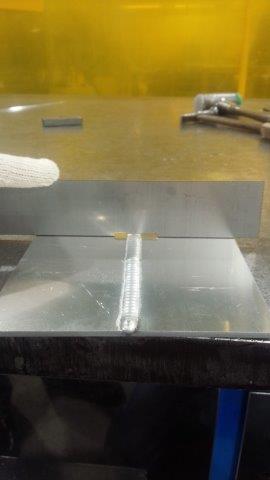
全長150mmを上進姿勢でノンストップで溶接します。ストップすると冷めてしまい裏波不足等の欠陥が起りやすいからです。

重力に逆らいながらの溶接なので、熔け落ちに注意が必要です。
溶接完了したら冶具から外し、欠陥が無いか目視で判断します。 もし欠陥があった場合、部分補修は不合格となります。

裏波が出なかった場合は、場所を見極め、入熱量を考慮しながら、表側からもう一層 重ねて溶接し、裏波を出さなくてははなりません。初層で裏波をしっかり出さないと厄介な状況になります。

それでも裏波が出なかった場合は、更にもう一層重ねなければなりません。この状態で余盛の高さが規定値の3mmを超えた長さが25mmを超えてしまえば外観不合格となってしまいますが、その様なピンチな入熱状況でも冶具のお陰で試験片は、全く歪みません。 安心してください、冶具には神様が宿っています。溶接資格者は、試験のたびに冶具神様にお祈りしています。
ちなみに冶具なしで溶接すると


こんなに歪んでしまいます。この状態だと不合格となります。ハンマーでの歪取りは失格です。
出来栄えに問題なければ、試験片に検査員に温度チョークで終了印をつけてもらい、受験番号が書かれた枠の中に試験片を置いて試験終了となります。
アルミニウムの特徴を少し説明します。
鉄の3倍も熱が逃げやすく局部加熱がやや難しいうえ、融点は660℃と低く膨張係数は鉄の約2倍、凝固収縮率は約1.5倍あるので溶接歪が大きくまた、表面を酸化皮膜が覆っていてこの酸化皮膜の融点は2050℃と極めて高く、つまり熔けません。溶接機のクリーニング作用で弾き飛ばしている感じです。ちなみに鉄の融点は1535℃でタングステン電極の融点3422℃なので、アルミニウムは、始めは熔けにくく、温度が上がると急激に熔け出すので溶接速度を上げたりアーク長を長くしたりするテクニックが必要です。
溶接知らない方は、溶接検定を受けた気持ちになりましたか?
興味をもたれた方は、資格に挑戦してみてはいかがですか。





