苦労した製品
皆さん、こんにちは。 チームFUKUの福です。
私は、溶接を担当しているのですが、最近作っている製品を紹介します。
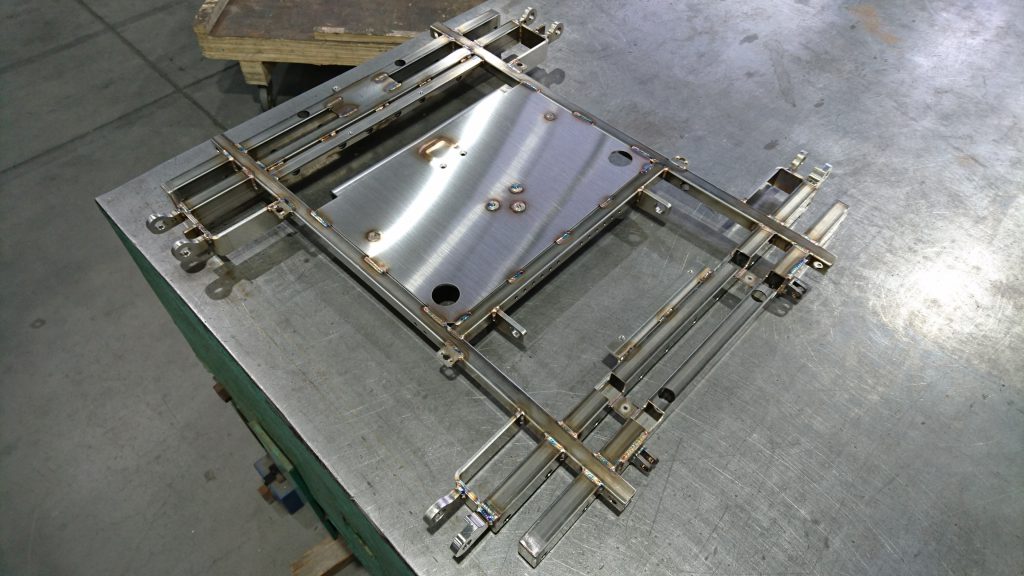
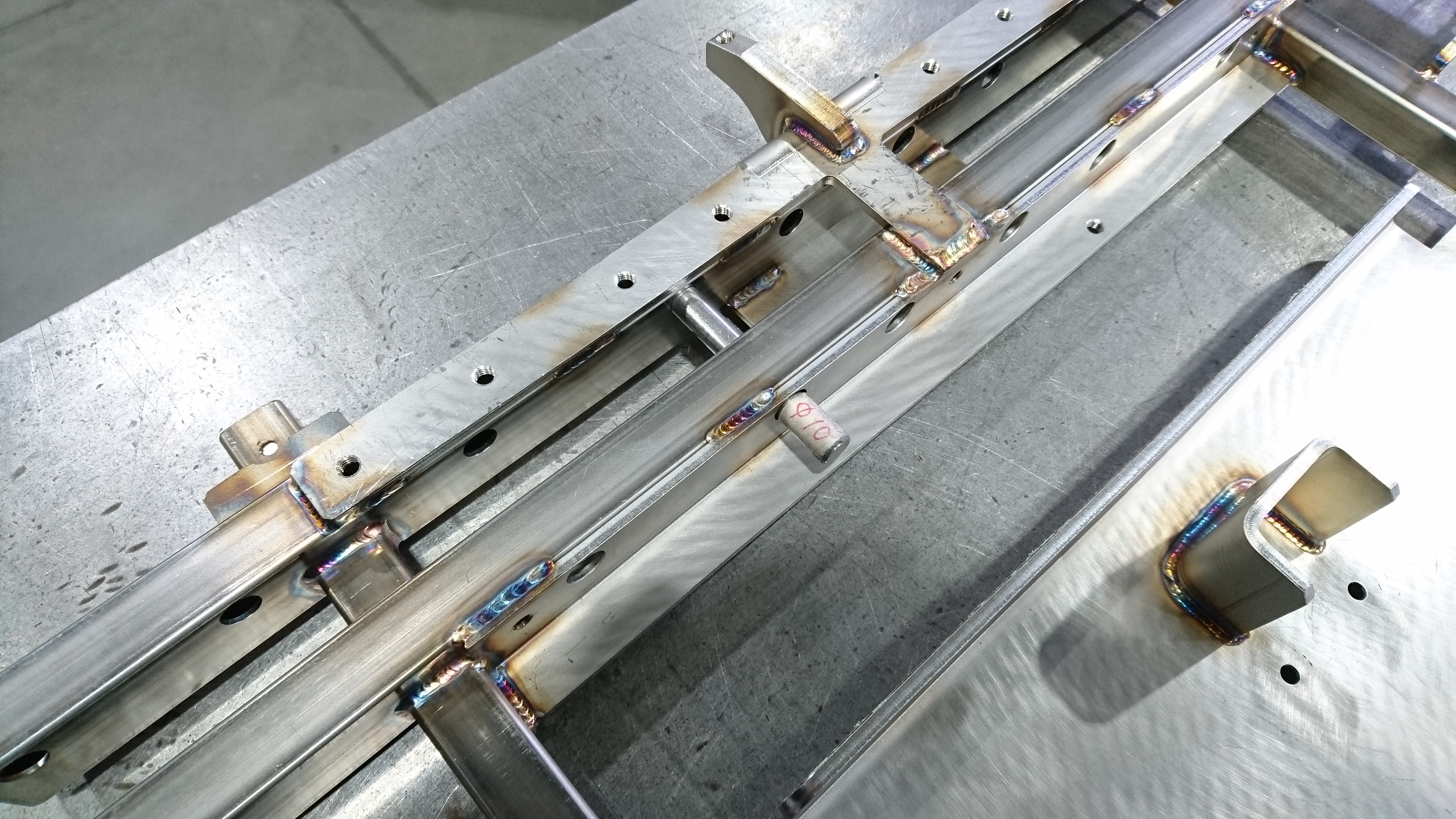
介護施設などで使用される、入浴補助装置の一部です。
大きさ的には、700×600位なのですが、部品点数が40個となかなかのボリュームがあります。
また、溶接方法も溶接棒を加えての全周溶接が多く、狭い場所も多い、溶接泣かせの製品です 😥
溶接歪も大きく、試作で最初に作ったときは、全長が2mmも縮まり使い物になりませんでした。
さらに、Φ10の丸棒の通りが必要な所が24箇所あり、歪でパイプが湾曲すると通らなくなります。 😡
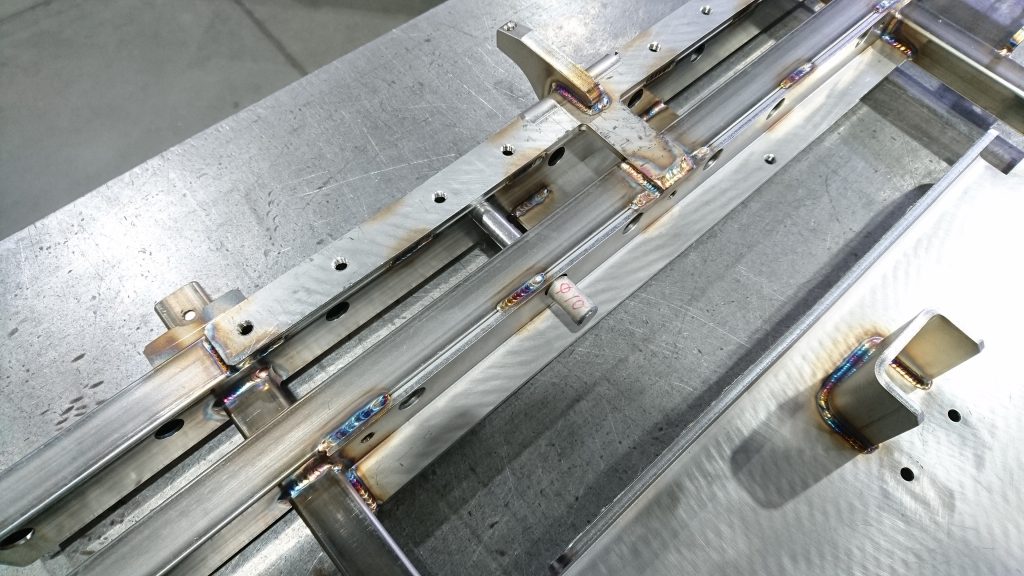
展開寸法から見直し、溶接作業手順・歪取り方法の確立など、苦労しました
苦労のかいあって、最近は安定した品質で製作する事が出来るようになりました
今後の課題としては、いかに効率よく作り、どれだけ作業時間を短縮する事が出来るか?です。
チームFUKU 福
設備導入その後
こんにちは!
1月21日のブログで紹介した新規導入設備DiscMaster 2TD-500の導入後の状況です。
ドロス除去とエッジ取りを行ってくれる機械ですがそのポテンシャルは高く、今まで苦労していた小物製品の生産性がかなりよくなりました。
下記のように小さい製品はブラシ式バリ取り機では製品1個で機械を通すことは困難で、お客様の要求に応えるにはどうしても手作業で1個ずつとなり時間が掛かる作業でした。

設備導入により1個ずつ機械に通しても問題ない製品品質が可能になりました。
製品の厚みは5㎜です。

さらに以下の様に小さな製品でも問題ありません。
製品の厚みは1.5㎜です。

今後の生産性向上が大きく期待されるところです。
チームM haru
TIG溶接 vs YAG溶接
どーもーTeam東の龍です。
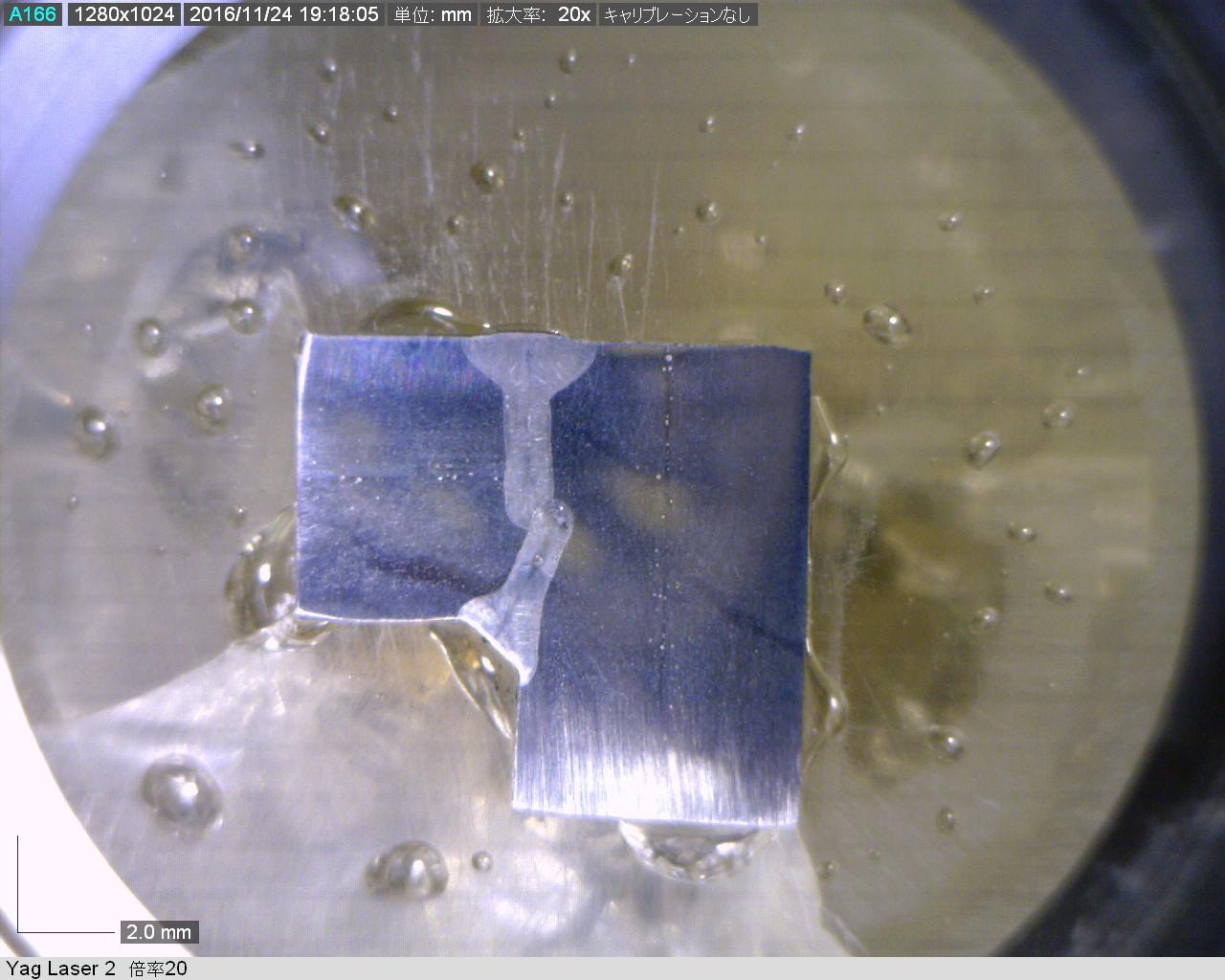
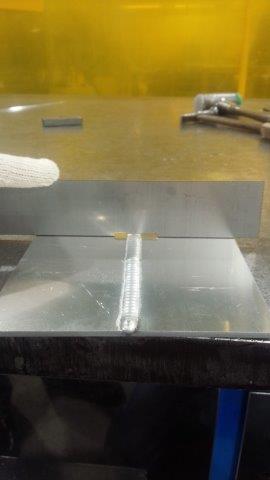
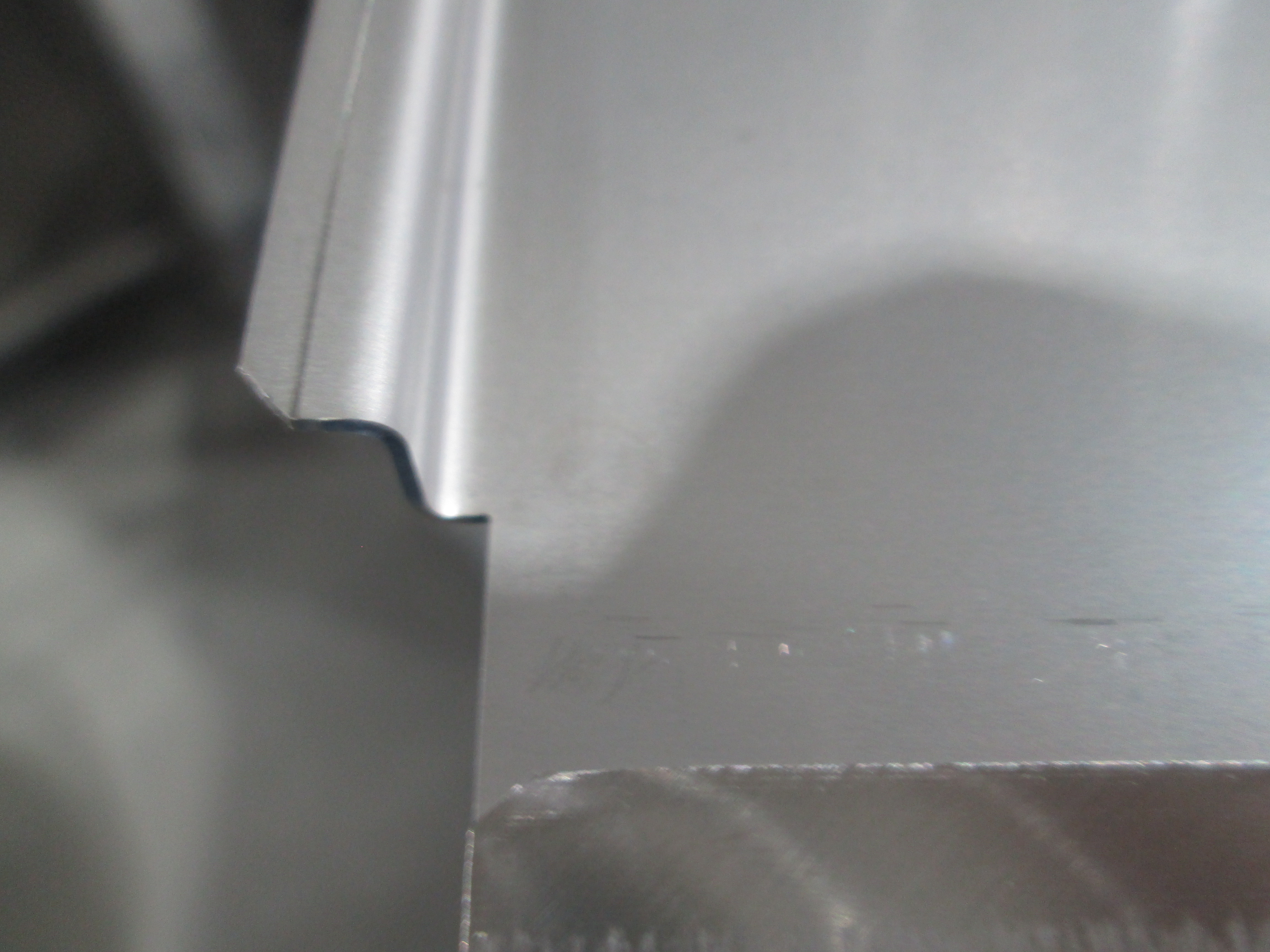
今日は、Tig溶接とYAGレーザ溶接の溶融部をみてみましょう。
材質はSUS304の板厚6mmです。
とある製品で、Tig溶接だと熱ひずみが大きいので、YAGレーザ溶接へ
移行できないかの営業ネタです。
試験片を溶接して切り出して樹脂固めして研磨してエッチングすれば・・・
このように溶融部が姿を現します。
この程度の観察であれば、社内で対応できます。
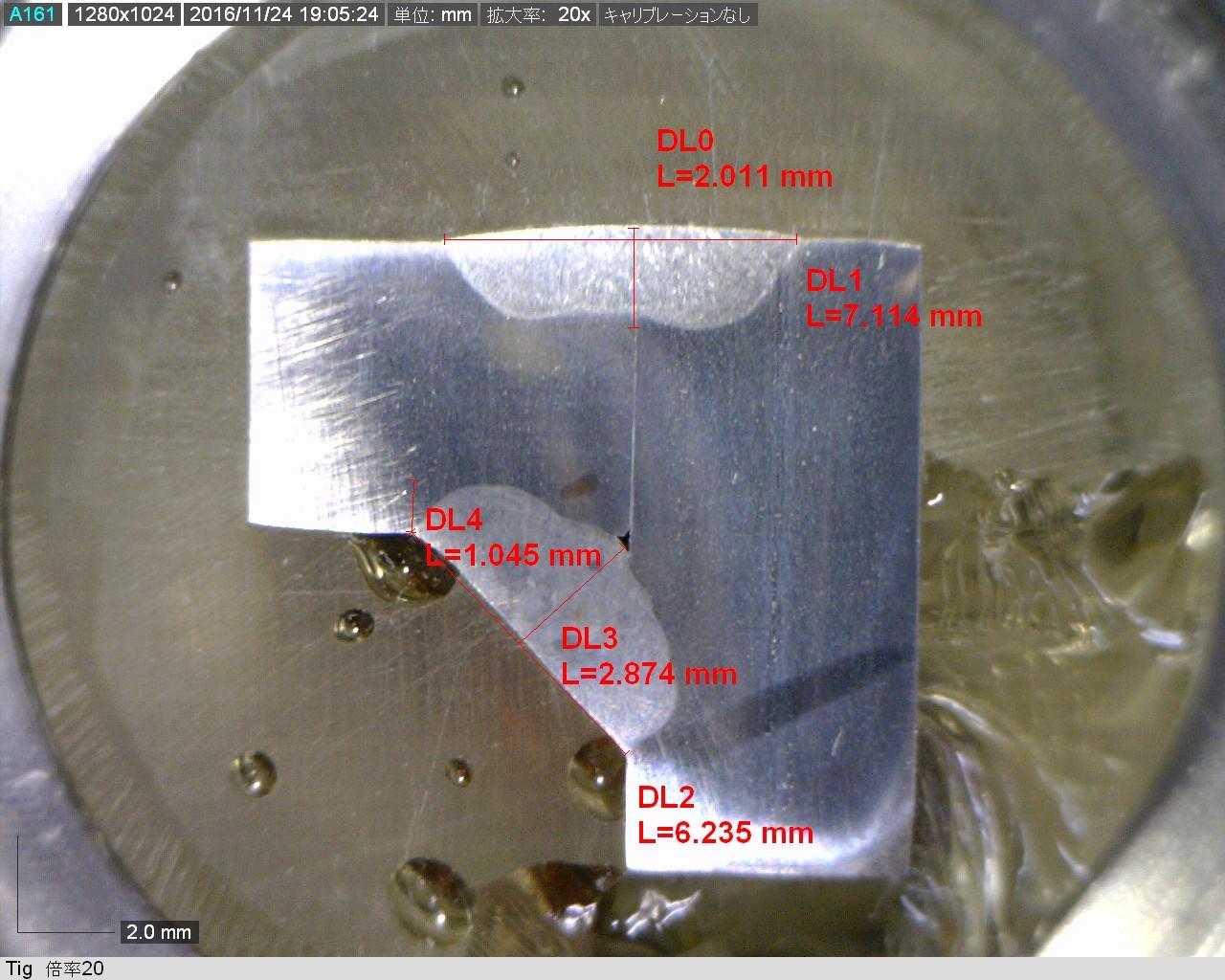
画像は、開先加工なしのTig溶接となります。
Tig溶接は、熱伝導溶接なので入熱が横方向へ働くので熱ひずみ
が大きくなります。
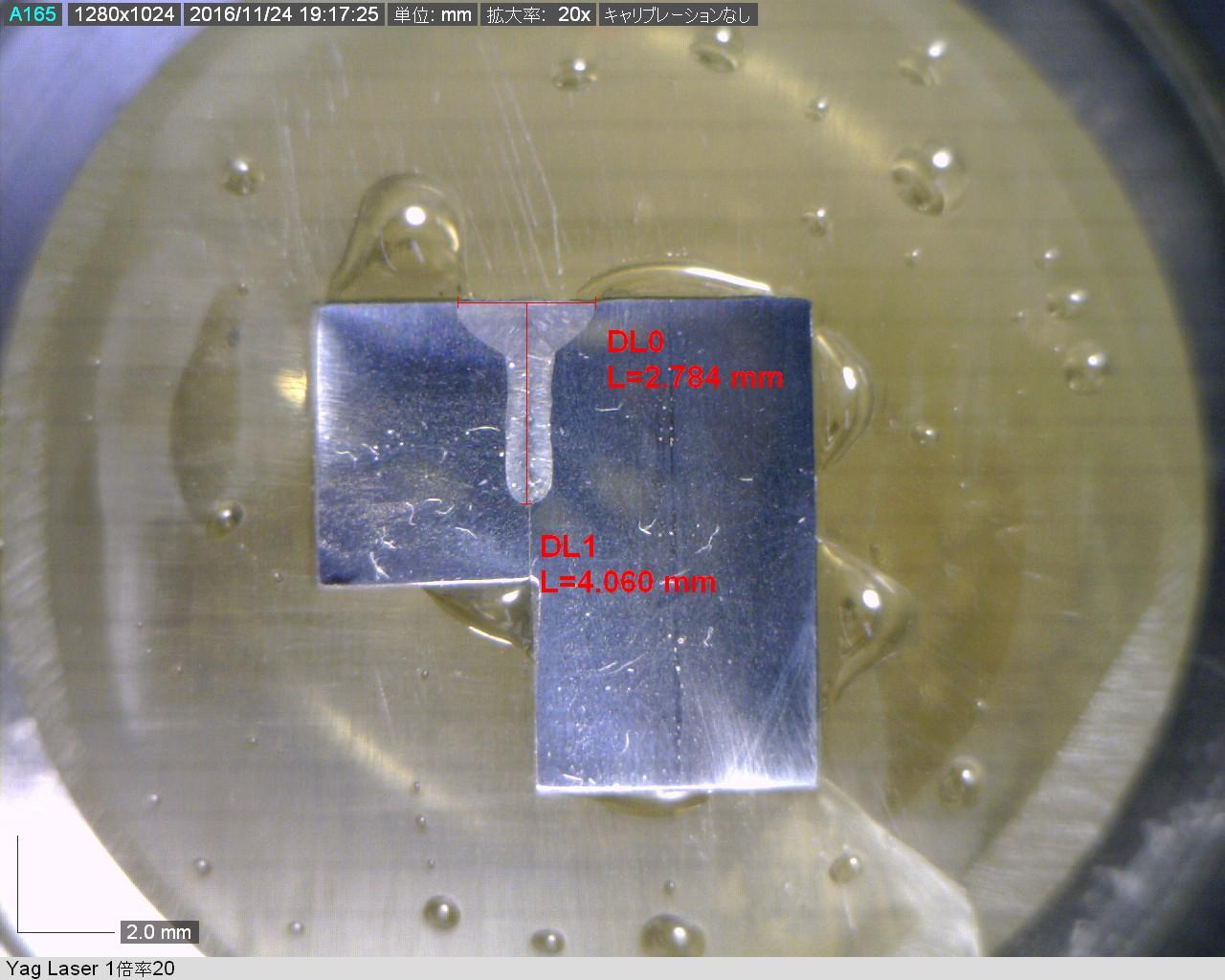
この画像はYAGキーホール溶接です。
Tigと比べると縦方向に入熱するので低ひずみの溶接が可能です。
このように、両面から溶接すれば、開先加工なしで完全溶込みの
溶接が可能となります。
このネタが採用されます様にお祈りします。
溶接技能検定
皆さんこんにちは
明日12/10 日本溶接協会主催の溶接技能者評価試験が実施されます。
新規受験者は、学科試験と実技試験でステンレス(t3.0)の基本級下向き(TN-F)と専門級の試験になり立向き(TN-V)。
更新の受験者は専門級立向き(TN-V)の試験のみになります。
ブログでも何度か取り上げていますが今回は、試験に向けて練習している様子をご紹介いたします。
下の写真は、下向きの溶接を実施している様子です。

下向き溶接は比較的楽な溶接姿勢である為、リズミカルに溶接棒を送り出すことができるかが「カギ」になります。
下の写真は縦向きの溶接を実施している様子です。

縦向き溶接は、腰にかなりの負担が掛かります。
リズミカルに溶接棒を送り出すことはもちろんですが、途中からは腰の痛みを最後までこらえ切れるかが「カギ」となります。
新規受験で1名、更新試験で2名の方が試験に挑戦されます。
なれない場所での検定試験で勝手が悪いかも知れませんが、全員合格を目指し頑張ってください。
チーム東 oichi
積層金型、治具:小径テーパーロール
皆さんこんにちは。 今回、加工改善事例を紹介します。
部品は、小径テーパーロールです。
材質:SUS304 表面:片研磨 板厚:t1.5 形状:φ38-Φ48.6-50L
径が小さいためロール機できれいに巻けないサイズで、最後はハンマーにて仕上げます。
熟練者で1個製作:10分程度、不慣れな方は30分以上の厄介な部品です。
改善内容→プレスにて絞り加工 但し、数量が少量ロットのためお金の掛る金型は購入できません。
そこで弊社にある材料で金型を製作します。プレートを積み重ねて作り上げます。⇒これが積層金型です。
R形状の部品は、Rの大きさによりスプリングバッグ量(もとに戻る量、R小:戻りづらい、R大:戻りやすい)が異なり
金型完成後、R形状が計画と合わず作りなおすこともあります。
ちょっと厄介な所もありますが、社内の材料、レーザでどのようにも加工できますので低コストで製作できます。
抜き加工工程のご協力を得て下記の絞り型を製作してみました。


3工程(右、左、中央)で完成、金型セット込み10個ロット⇒2分/個です。工数80%削減です。
この部品は溶接を行いますが、テーパー部品の隙間を合せずらいと解り、もう一つ積層で合せ治具を製作して見ました。

積層治具に押し込んで仮付を行います。合せ面、上下端部もきれいに合わさっています。・・・無事、完了です。 😀
次回も現場の困っていることなどを改善し紹介したいと思います。
チーム中吉 hiro
TN-1V溶接検定をリアルに再現
どーも Team東の龍です。
今回は、溶接を知らない方のために、リアルにTN-1V(アルミニウム薄板3mm 溶接姿勢:立向)の溶接検定を社内で再現し、溶接を知らない方にも、溶接検定を受験した気持ちになって欲しいと思います。
長文ですが、しばしお付き合いください。
溶接資格は、資格取得後1年で有効期限となり、継続申請を2回い資格継続出来ますが、3回目の3年目では、力量確認のため実技試験を受けて合格しないと維持できない、たいへん面倒な資格です。 検定前になると業務の合間に溶接資格保持者の方はひそかな練習を始めます。
試験当日は、先ず始めに受付を済ませて受験番号と同じゼッケンを受取り試験片を受取ります。

受取った試験片の溶接部の酸化皮膜を10mm程度ワイヤーブラシで地肌が出るまでひたすらゴシゴシ磨きます。
なかなか地肌が出ないので、ヤスリを使ったりしてきれいにします。

次に、溶接部を脱脂して溶接棒も脱脂します。


冶具にセットして仮付けします。

立向の溶接姿勢は、専門級となってますので、垂直になるように冶具を固定します。
試験片が垂直であれば、立っても座っても問題ありません。 如何に自分の溶接しやすい位置にセットするかで溶接状況も変わります。

全長150mmを上進姿勢でノンストップで溶接します。ストップすると冷めてしまい裏波不足等の欠陥が起りやすいからです。

重力に逆らいながらの溶接なので、熔け落ちに注意が必要です。
溶接完了したら冶具から外し、欠陥が無いか目視で判断します。 もし欠陥があった場合、部分補修は不合格となります。

裏波が出なかった場合は、場所を見極め、入熱量を考慮しながら、表側からもう一層 重ねて溶接し、裏波を出さなくてははなりません。初層で裏波をしっかり出さないと厄介な状況になります。

それでも裏波が出なかった場合は、更にもう一層重ねなければなりません。この状態で余盛の高さが規定値の3mmを超えた長さが25mmを超えてしまえば外観不合格となってしまいますが、その様なピンチな入熱状況でも冶具のお陰で試験片は、全く歪みません。 安心してください、冶具には神様が宿っています。溶接資格者は、試験のたびに冶具神様にお祈りしています。
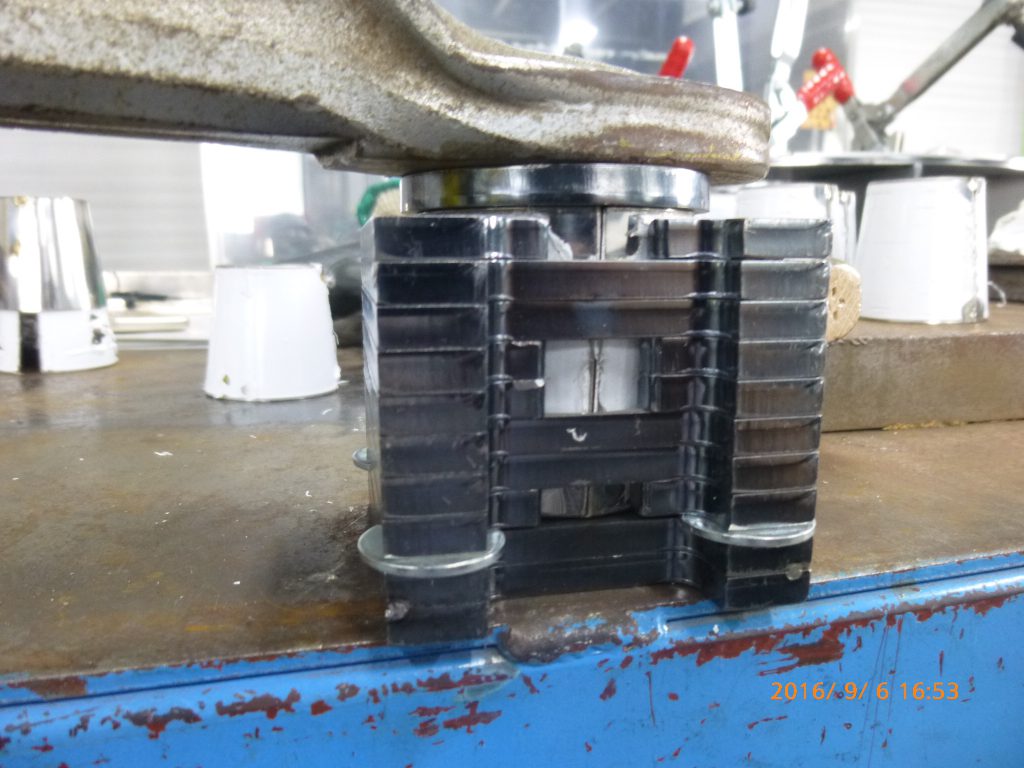
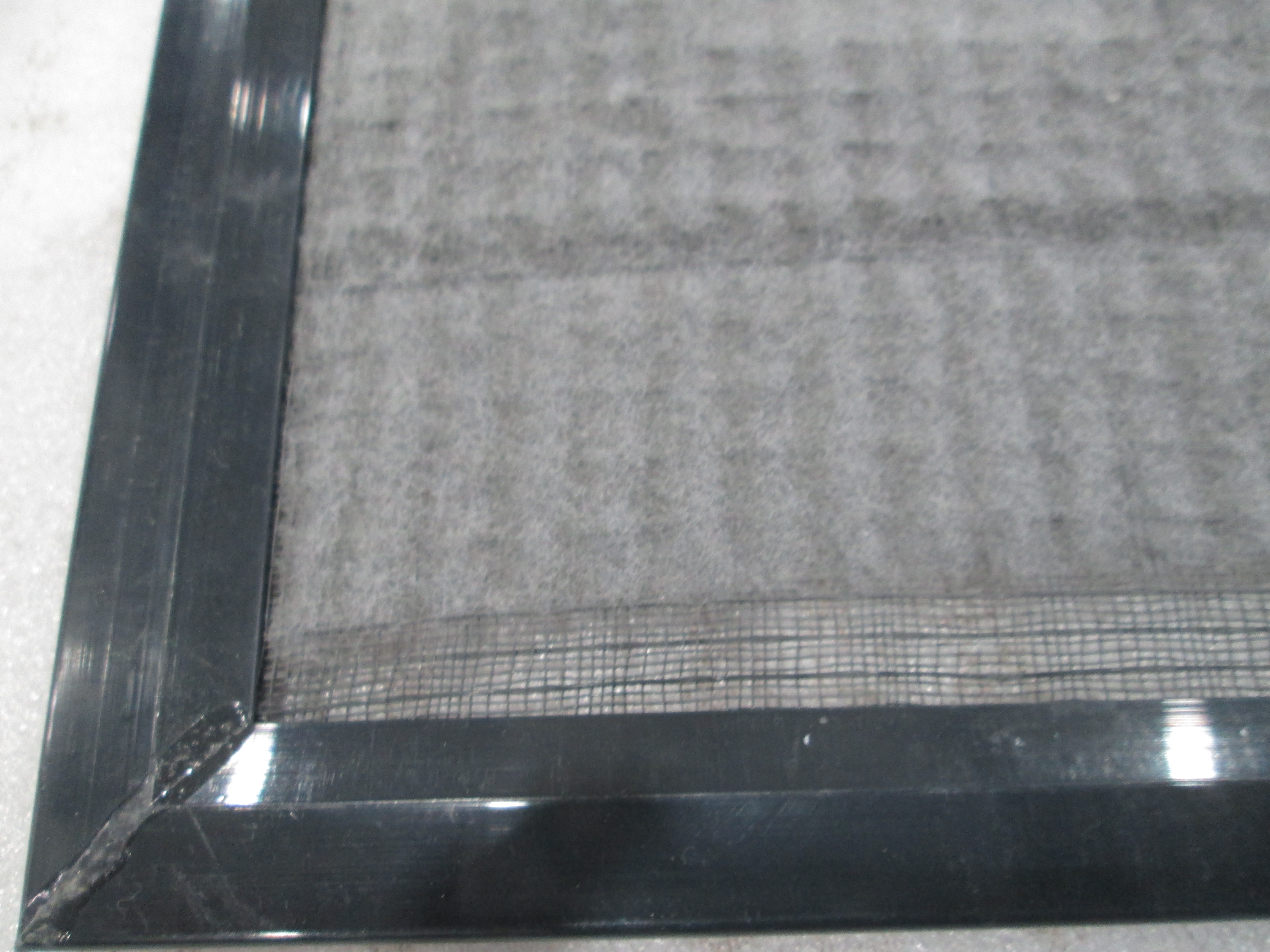
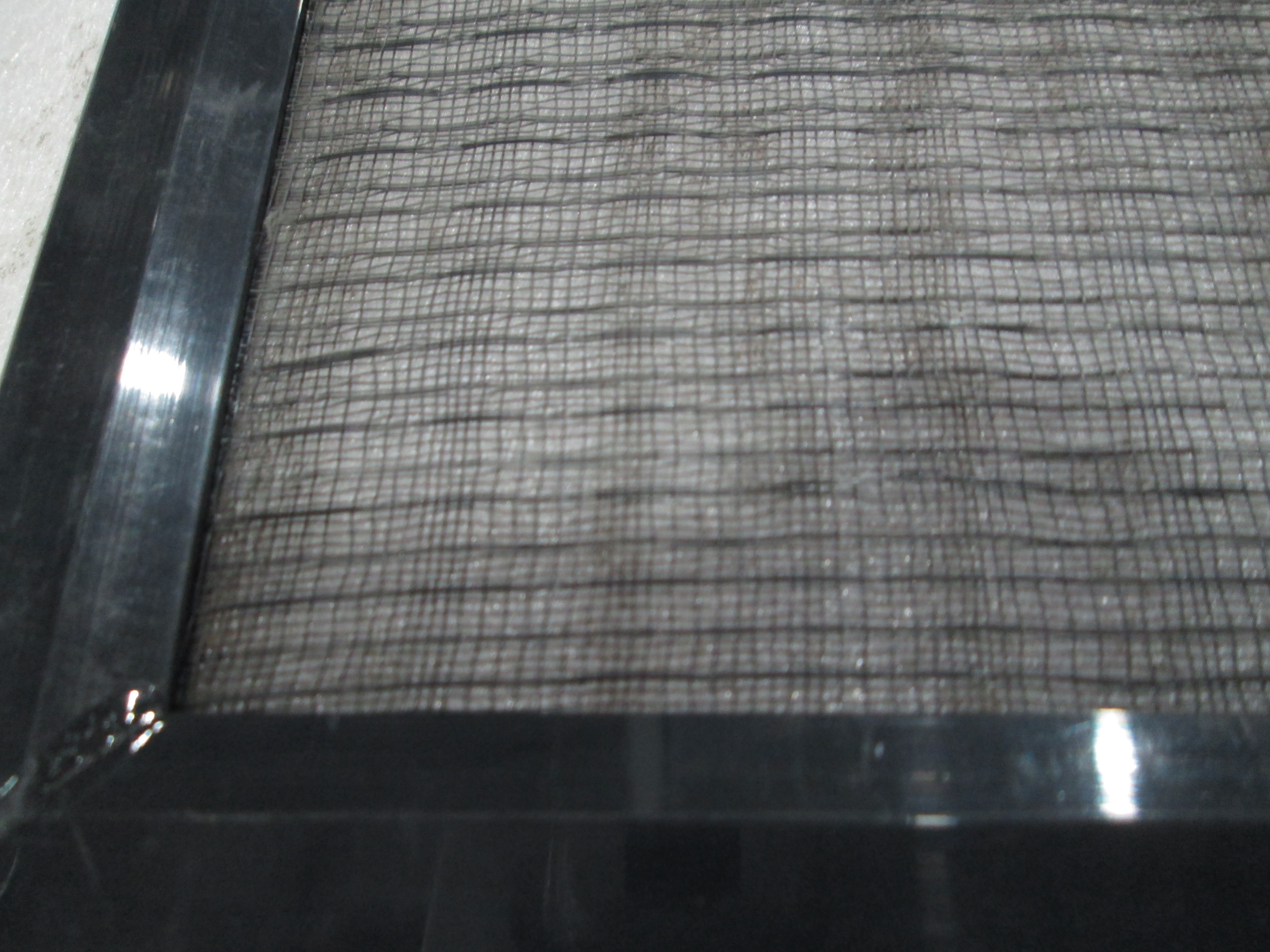
ちなみに冶具なしで溶接すると

こんなに歪んでしまいます。この状態だと不合格となります。ハンマーでの歪取りは失格です。
出来栄えに問題なければ、試験片に検査員に温度チョークで終了印をつけてもらい、受験番号が書かれた枠の中に試験片を置いて試験終了となります。
アルミニウムの特徴を少し説明します。
鉄の3倍も熱が逃げやすく局部加熱がやや難しいうえ、融点は660℃と低く膨張係数は鉄の約2倍、凝固収縮率は約1.5倍あるので溶接歪が大きくまた、表面を酸化皮膜が覆っていてこの酸化皮膜の融点は2050℃と極めて高く、つまり熔けません。溶接機のクリーニング作用で弾き飛ばしている感じです。ちなみに鉄の融点は1535℃でタングステン電極の融点3422℃なので、アルミニウムは、始めは熔けにくく、温度が上がると急激に熔け出すので溶接速度を上げたりアーク長を長くしたりするテクニックが必要です。
溶接知らない方は、溶接検定を受けた気持ちになりましたか?
興味をもたれた方は、資格に挑戦してみてはいかがですか。
剣山交換
皆さんこんにちは
メンバーのM.Oです
さて今回はレーザ加工機TruLaser5030の剣山交換について少し話たいと思います 
剣山と言うものはレーザ加工時材料の下に有り、材料を支える役割をします。

このように材料を載せて加工機内に自動搬送します
何か月も同じ剣山で加工していけばどんどん溶けて製品にスパッタ(溶着)が付着しやすくなります
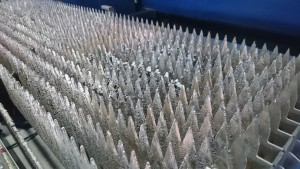

このように加工を繰り返すと剣山の山が少なくなっていきます
2週間に1回は剣山クリーナーと言う機械を使い清掃も行いますが
約半年に一回はこの剣山を交換していきます」
そして剣山交換したのが になります
になります

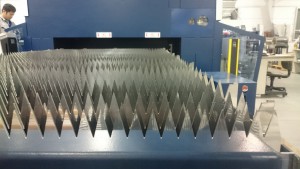
前の剣山とは比べものにならない位綺麗になりました
あの汚かった剣山がこんなにも綺麗になったので
これからどんどん加工していきたいと思います
スポット溶接機のフィルター清掃
みなさんこんにちは。
以前、このブログでも紹介がありましたが下の写真が
私達の会社で使用している設備のひとつであるスポット溶接機 「MYSPOT」です。

普通のスポット溶接機でスポットすると溶接焼けが発生するため必然と後処理が必要となるのですが
この「MYSPOT」で溶接すると溶接焼けがほとんど発生しないため非常に重宝している優れた機械です。
今回は、「MYSPOT」の「設備保全点検チェックリスト」に盛り込まれている
エアーフィルターの掃除実施日だったため清掃を行いました。
毎日使う設備だけあって埃も多いですが掃除機で念入りに吸い取れば清掃完了。 きれいな状態になりました。


重宝している機械だからこそ大切に使ってこれからも楽をさせてもらいたいと思います。
チーム東 oichi
丸棒の曲げ加工
皆さんこんにちは 😀
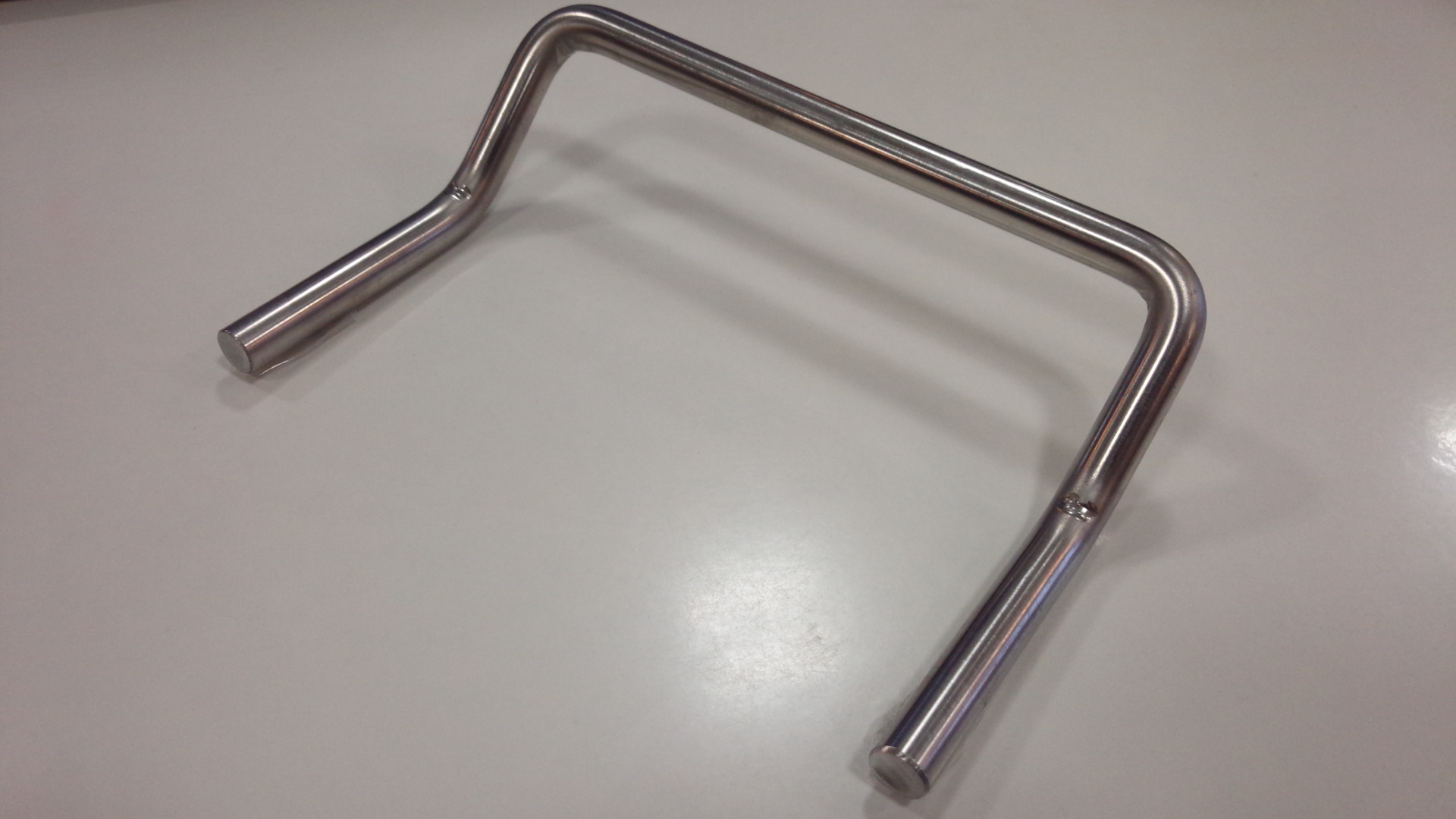
今回は丸棒の曲げ加工について紹介したいと思います。
私が担当した案件で製品の取っ手部を丸棒で曲げ加工して下さいと依頼されました。
普段あまり加工しない丸棒の径だったので、曲げ担当者のY君に相談しました。
曲げ金型の選定や段取り方法、曲げ前の丸棒をどれくらいの長さで切断するかを
相談し実際に曲げて貰いました。

結果は写真のように綺麗に曲げる事が出来ました。寸法も極端なバラつきが無かったので
次工程の溶接作業もやり易かったです。
Y君ありがとうございました。 😛
チーム東 がっしー




















{kind=link}