第一回 社内溶接技術検定
こんにちは😃
チームRMのOです。
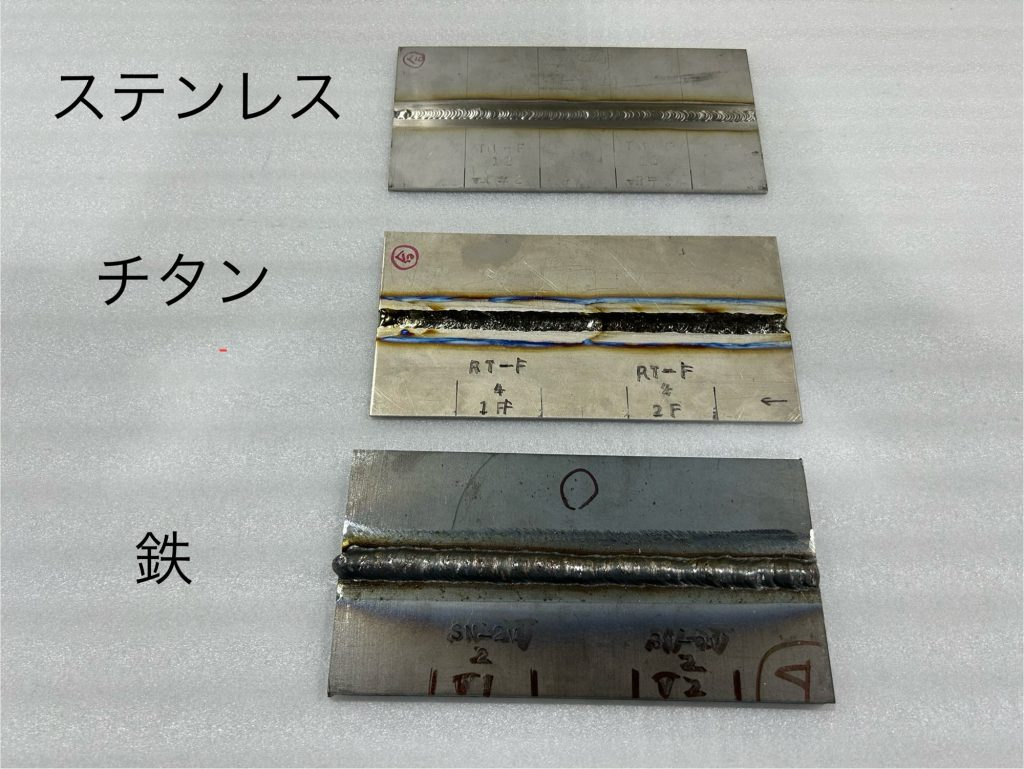
今回は、5月に行われた第一回 社内溶接技術検定の結果発表が先日ありましたので、紹介します。
外観検査、非破壊検査、曲げ試験を行い、溶接検定を受けた18人中17人の方が合格されました💮
今回検定を受けてみて普段と違う材質など改めて溶接の難しさや楽しさを感じる機会になりました。
こんにちは😃
チームRMのOです。
今回は、5月に行われた第一回 社内溶接技術検定の結果発表が先日ありましたので、紹介します。
外観検査、非破壊検査、曲げ試験を行い、溶接検定を受けた18人中17人の方が合格されました💮
今回検定を受けてみて普段と違う材質など改めて溶接の難しさや楽しさを感じる機会になりました。
こんにちは😃
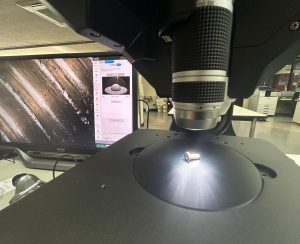
この度、キーエンス社製のマイクロスコープとレーザー元素分析ヘッドを新規導入しました。
マイクロスコープで微細な表面形状の観察が可能になるとともに、レーザー元素分析ヘッドにより
元素分析が行えるようになりました。
マクロ、組成分析、表面粗さなど各種分析測定に取り組んでいきます。
下の写真は皿ネジを観察している様子です。

みなさん、こんにちは!
久しぶりのブログ担当となるチームWTのIです。
こちらは最近使用し始めている面取り機となっています。

削りカスが散らないようにカバーの制作を生産技術に依頼しているのですが
その間、応急処置で端材を加工したカバーを使用しています。
何か必要な物があれば端材を利用して作っていくというのは、まさに板金加工の会社ならではないでしょうか。
スキルアップにつながるので自分も積極的に関わっていけたらなと思います。
こんにちは
チームSのHです。
P-Aに配属されてから2ヶ月が経ちました。
私はコーキングの作業をしています。毎日たくさんの製品を塗っていて時間をかけながら頑張ってます💪
まだ、塗る場所が難しい所や分からない事があるので先輩方に教えてもらい日々学んでいき、皆の力に慣れるよう日々努力していきたいと思います😊

皆さんこんにちは!
このブログでも度々紹介されているMetal Fusionをご存知でしょうか?
昨年12月の建築業界向けの展示会で初めて出展した藤田ワークスオリジナルの内装用壁材です。
素材はステンレスの鏡面材を使用しています。
見た目は柄の凹凸が浮き上がっているように見えますが、触れてみると素材はフラットに仕上がっています。
現在、17種類の柄で構成されています。
既存の柄以外でもご希望の柄がある場合はオーダーメイドでの対応も可能です。
建築用壁材として売り出していますが、用途は多岐に渡る素材になりうる商品です。
実際に建築業界にとどまらず色々な用途に関するお問い合わせをいただいています!!
羽田のMETALISMや、弊社4階のショールームでも実際の商品を見ていただく事は可能です。
少しでも気になった方は是非ご連絡ください。お待ちしております!!


SFM
皆さんこんにちは💕
チームうっちーやっしーのKです💕
最近、暑かったり寒かったりと気温の変化が激しいのでみなさんも体調には気をつけてくださいね😊
今回は、必要な重石を作成してもらいました

接着前の脱脂・接着後の圧着がとても重要なので、この重石を使用し、製品の剥がれがないようにしていこうと思います! (さらに…)
みなさんこんにちは!
チームつかピーのOです。ブログ担当になり今年最後の投稿になります。一年はあっという間ですね!
今回は、スクラップ箱の表示が新しくなっていたので紹介したいと思います。
ものづくりをする上で、曲げを失敗してしまった、溶接の歪みがでてしまったなどの理由で破棄しなければならないことがある場合、スクラップ箱に捨てるのですが、材質や部署ごとに表示が新しく設置されておりました。
この表示は生産技術Grにて作成して頂いております。

とても見やすくてわかりやすいですね^_^
いつも生産技術Grの改善には感謝しております!
皆さんこんにちは💕
チームうっちーやっしーのKです💕
最近、雪が降ったりしましたね!
今回は、コーキングのガンを買ってもらいました😊

コーキングのことを知り、簡単なものから少しずつ難しいものまでチャレンジして技術を高めていきたいです!
こんにちは。
チームRMのMです!
今回は生産技術グループの方に制作していただいた装置を紹介しようと思います!
私達の仕事の1つに水張試験という作業があり、製品に水を張り溶接箇所から水が漏れないかを確認する作業です。
製品の大きさによっては水を溜めるのに時間がかかるものもあります。
そこで生産技術の方から、手放しで水を溜められる装置があれば便利ではないか?というご提案をいただき、

こちらの装置を制作していただきました。
同時に最大4つの製品にセットすることができ、
一度水を出してしまえば自分が設定した水位に達した時点で自動で水が止まるというものです!
これまでは1つずつ製品に付きっきりで水を溜めていたのが、溜めながら他の作業ができるようになりとても助かっています!
このようにこういう物があれば便利だなと思うものはこちらからもどんどん提案していきたいと思います!
皆さんこんにちは😃
今回は社内で行われている工夫改善活動の一環で製作したものについてご紹介したいと思います☝️
社内では溶接作業後の漏れ検査としてリークチェック(スヌープ試験)を行なっているのですが、その際に使用している試験機材を置く台座を生産技術グループの方にご協力頂き製作しました。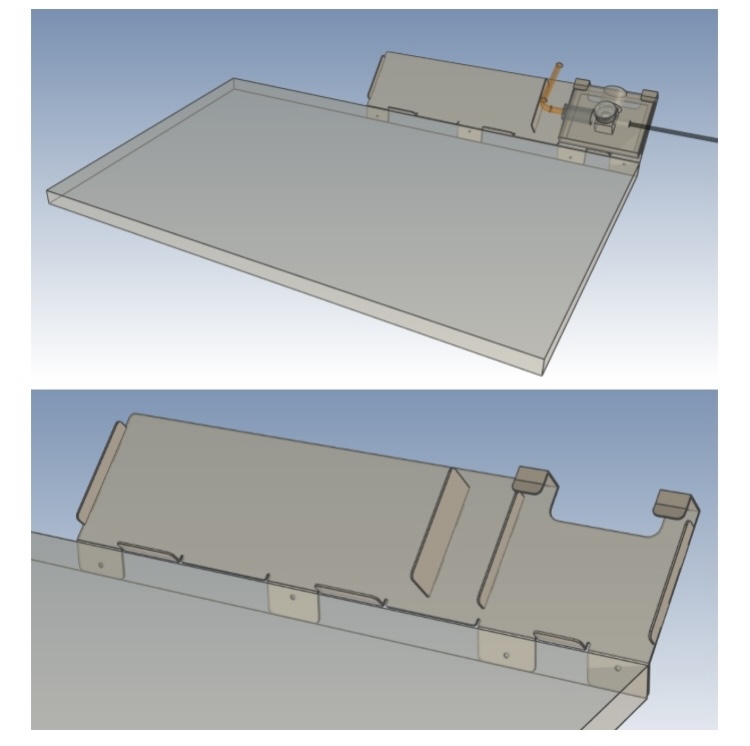
この台座に置けば作業台から機材が転落する恐れも解消できる為とても助かっています。
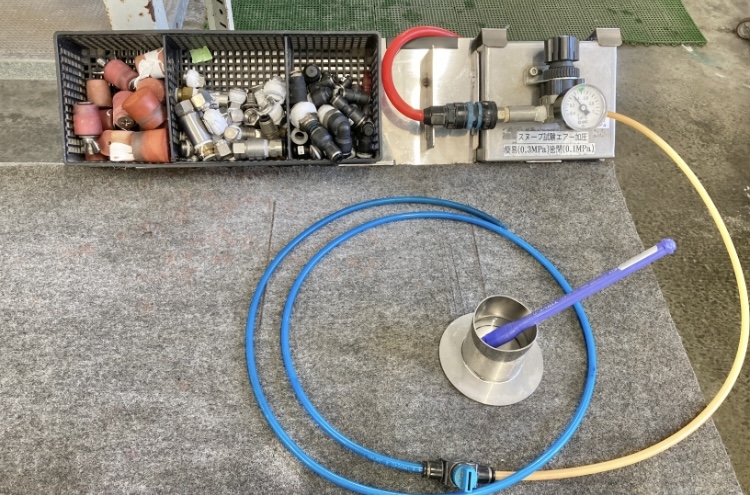
また固定した状態から簡単に脱着もできる構造になっている為、持ち運びする際にも便利です✨
引き続き日々様々な工夫改善(考え、行動し、展開する)を実践して、品質や生産性を高めていけるよう精進して参りたいと思います😊
チームFW F