台車製作
みなさんこんにちは![]()
今年は暑かったですがいかがでしたか?
僕は夏バテもせず元気に過ごせました ![]()
さて今回は自分たちで製作した台車を紹介します。

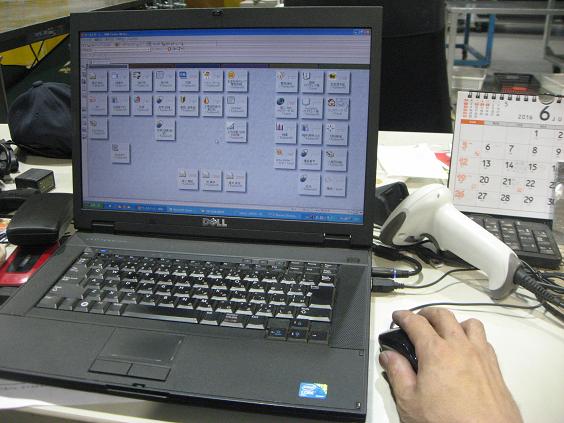
これは大きな製品を検査する時用の移動式パソコン台車です。
キャスターが付いているので、製品の周りをスムーズに移動出来ます。
パソコンを乗せているテーブルは伸縮するように作ったので、検査する時は延ばして終わったら縮めてと便利に使えます。

チームhama澤チン
みなさんこんにちは![]()
今年は暑かったですがいかがでしたか?
僕は夏バテもせず元気に過ごせました ![]()
さて今回は自分たちで製作した台車を紹介します。
これは大きな製品を検査する時用の移動式パソコン台車です。
キャスターが付いているので、製品の周りをスムーズに移動出来ます。
パソコンを乗せているテーブルは伸縮するように作ったので、検査する時は延ばして終わったら縮めてと便利に使えます。
チームhama澤チン
皆さんこんにちは。
知り合いのお蕎麦屋さんより釜蓋のご注文を頂きました。
(久々にそばを食べに行ったら厨房に連れて行かれ、寸法取りです。)
従来は、木製で手作りされたそうです。 ⇒ 釜との隙間により沸騰するのに時間が掛るそうです。
弊社は、板金屋ですので金属製となります。⇒釜との密着も良く改善されました。
釜外径φ565mm ステンレス製 厚み2mm
衛生的に内部には凹凸が無く、清掃しやすいシンプル構造にしています。

このお蕎麦屋さんは霧島温泉市場にあります。
お近くにお越しの際はお立ち寄りご賞味下さい。

チーム中吉 hiro
皆様こんにちは。
今日は私が毎日使用している塗装ガンをご紹介したいと思います。

上の写真が塗装ガンです。
左から一番目は下塗り用 二番目はメタリック用 三番目は上塗り用
四番目はクリアー用 五番目はボカシ用となっています。
見た目は同じのようですが、用途に応じた構造になっており、
一つの製品に対して3~4つのガンを使用する場合もあります。
この他に、圧送ガンと静電塗装ガンもありますが、
その紹介はまた今度出来ればと思います![]()
チーム東 和
皆さんこんにちは 😀
今回は先週の土曜日に行われた溶接技能検定試験の紹介をします。
ステンレスの基本級下向き(TN-F)と専門級立向き(TN-V)の検定試験です。
藤田ワークスからは、1名が新規の検定試験を受け、3名の方が更新試験を受けました。
新規での検定試験では、実技と学科試験があり更新試験では実技のみが行われます。


上が実技試験の様子です 😯
下が実際に溶接した物になります 😀

今回受けた方がみんな受かると良いですね 😆
私も今度の冬に更新試験があるので頑張りたいです 
チ-ム東 N
どーもーTeam東の龍です。
今回は、年に数回有るか無いかの飛び込み溶接修理依頼の1例をご紹介します。
過去には、自動車・バイクのチタンマフラーや、チタン製の車椅子のフレーム、機械設備のアルミラジエター
障害者の歩行装具まで溶接修理した事があります。
今回の事例は、旋盤加工屋さんからアルミ鋳物の部品が壊れてしまったと報告を受けました。部品入荷に約ひと月かかってしまい
設備が止まってしまうので、何とか溶接修理できませんか? と、切羽詰ったご依頼です。
持ち込み頂いて状況確認したところ、何とかなりそうでしたので、お引き受けしました。


画像の様に、いい感じで「ボキッと逝ってます」 まずは、聞取り調査です。
「部品の用途は何ですか?」と尋ねたところ「 旋盤加工で切削材の保持具です。」とお答え頂きました。
と言う事は、振動が常にかかるので溶接強度が必要。 溶融面積を増やす開先加工を行います。
次に溶接欠陥の原因となる油や塗装を除去する作業を行います。
特に鋳物なので脱脂は念入りに行います。
次に溶接棒の選定ですが、アルミは単純に1000番台から7000番台まで大まかに7種類あります。
弊社で主たるアルミ材はA1100(純系アルミ)かA5052(アルミ・マグネシウム合金)がメインですが、アルミ鋳物
には、A4043-BY(アルミ・シリコン系)溶接棒を使用します。
A4043溶接棒はA5052(板材)とA6063(引抜材:パイプ・アングル)などの異材組合せにも使用します。
様々な確認事項と前処理を終え早速、溶接作業に取り掛かります。

はいこの通り、綺麗に修理できました。 喜んで帰られるお客様の笑顔がとても印象的でした。
皆さんこんにちは 🙂
今回はレーザーマーキングについてご紹介したいと思います。
弊社ではレーザーマーキングは主に溶接部品の取り付け時に使用しています。
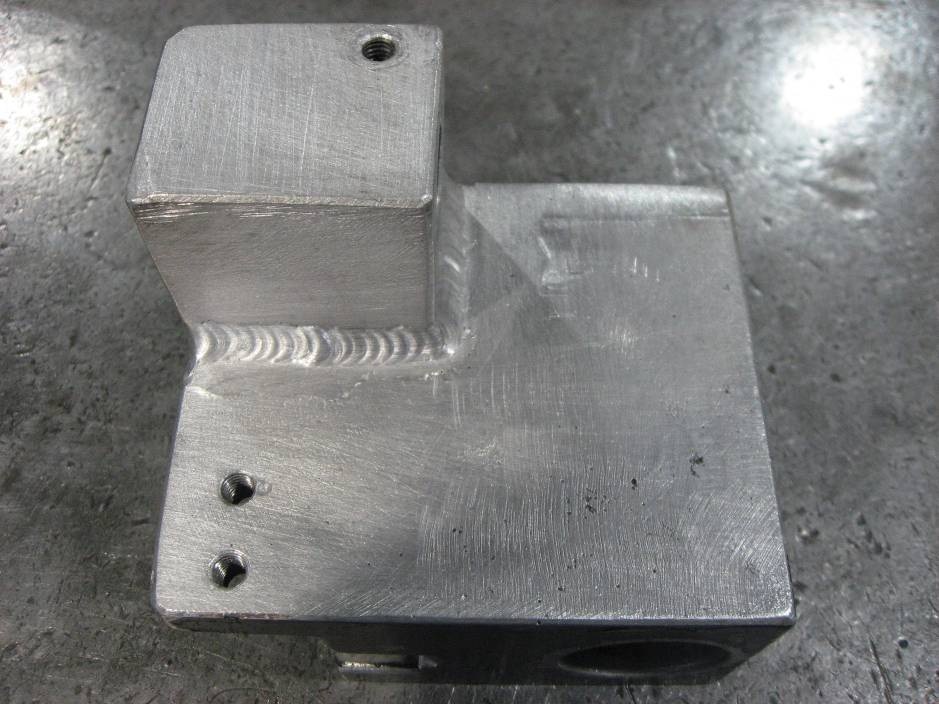
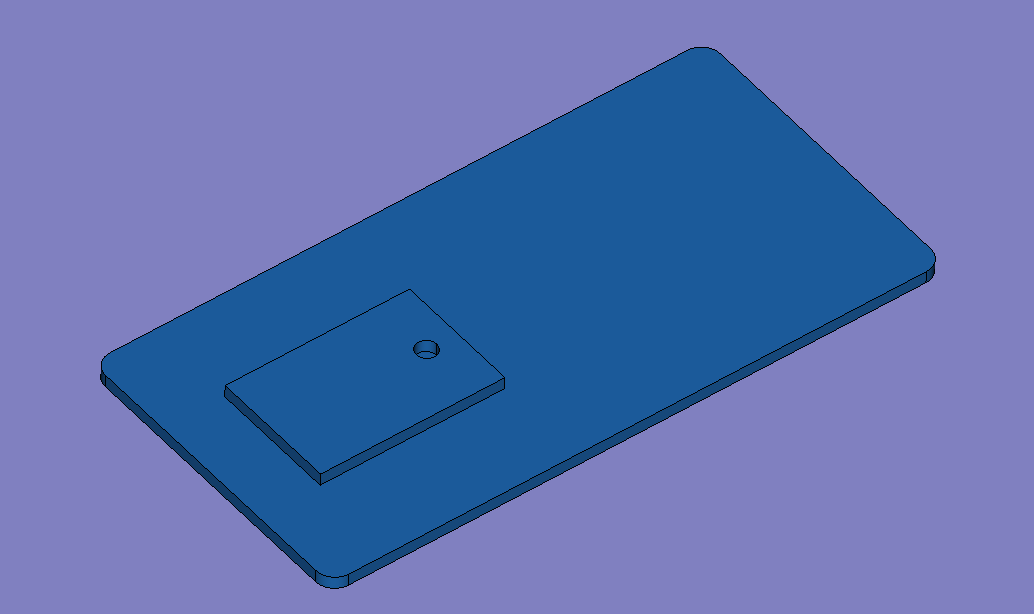
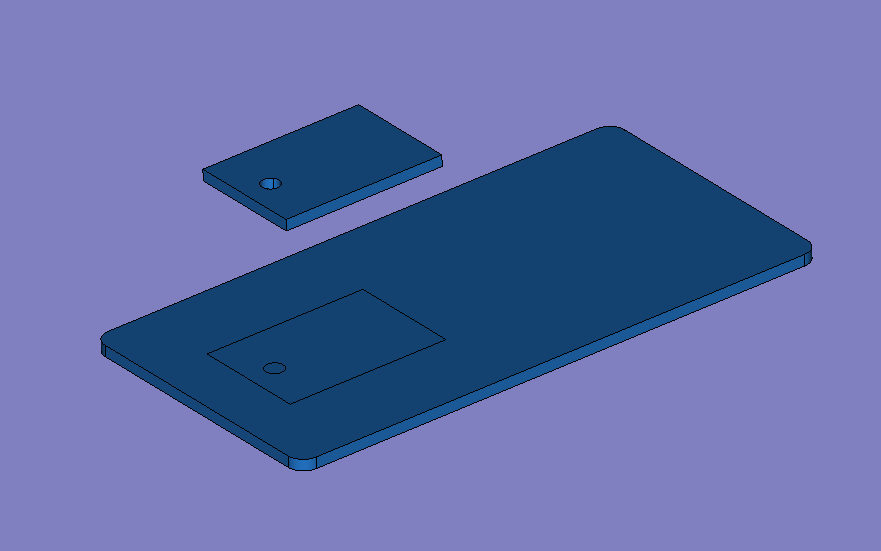
少しだけ3Dを使い簡単に説明したいと思います。下の部品を溶接する時
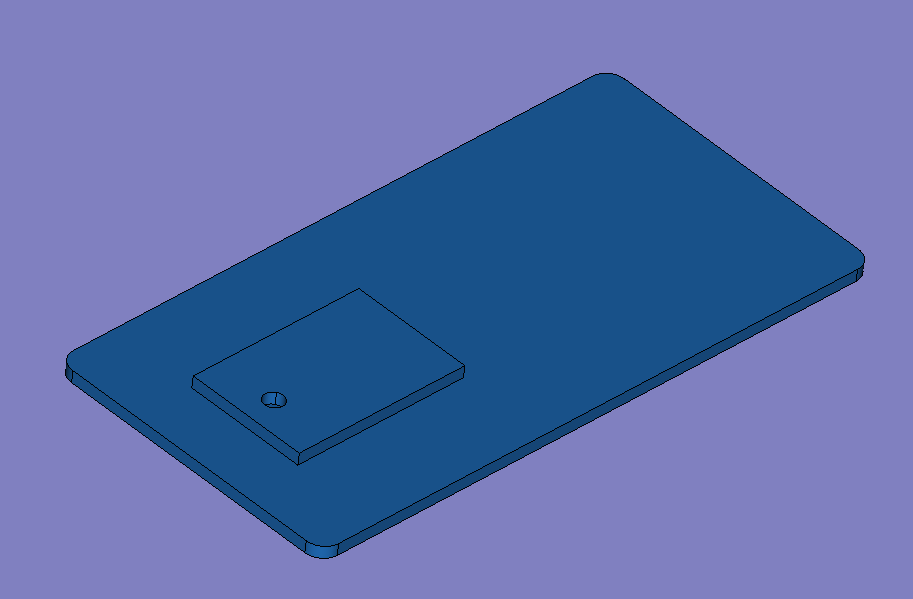
下の写真のようにレーザーマーキングを入れるのですが、この状態だと少し問題があります。
それは小さな部品が逆に溶接されてしまう可能性があるからです。 😥
そんな事起きるはずがない![]() と思っていても納期が短かったり、忙しかったりすると作業者が誤って逆付けしてしまう可能性が出てきます。
と思っていても納期が短かったり、忙しかったりすると作業者が誤って逆付けしてしまう可能性が出てきます。
今回はわざと穴を端の方に寄せていますが穴が板の中心から1~2mm程度違ったりすると逆付けの可能性が更に上がります。
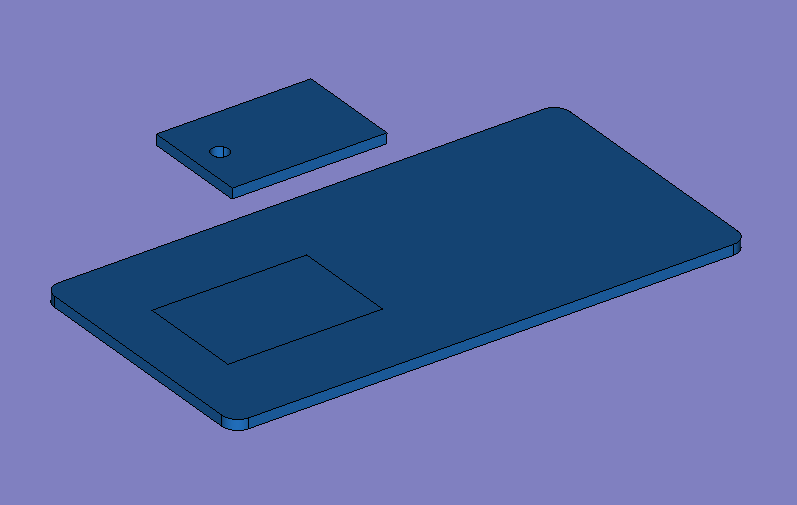
そこで、下の写真のように板金側に穴のマーキングを入れたり、部品に1本の線を入れるだけで作業者の気づきが起きます。
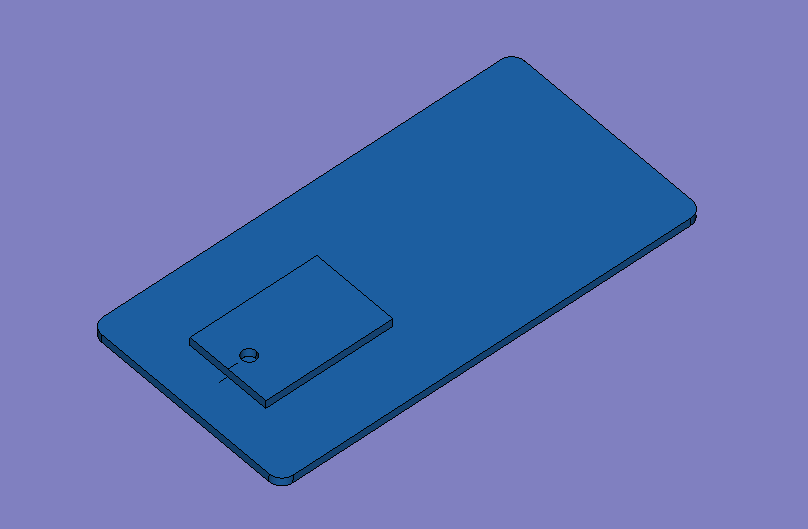
沢山の部品が付く製品になってくると、この方法は大変有効になってきます。また不良削減、作業効率にも繋がります。
他にも様々な方法があるのですが、それはまた次の機会に紹介出来たらと考えています。
今後も現場の作業者がミスしないように作りやすい方法を常に考えて行きたいと思います。 😛
チーム東 がっしー
みなさんこんにちは、今回からブログ担当になりました
チ-ム東のNです 🙂
宜しくお願いします。
今回は、私の所属している溶接工程で使用している
溶接作業用の回転テ-ブルのご紹介をしたいと思います 🙄
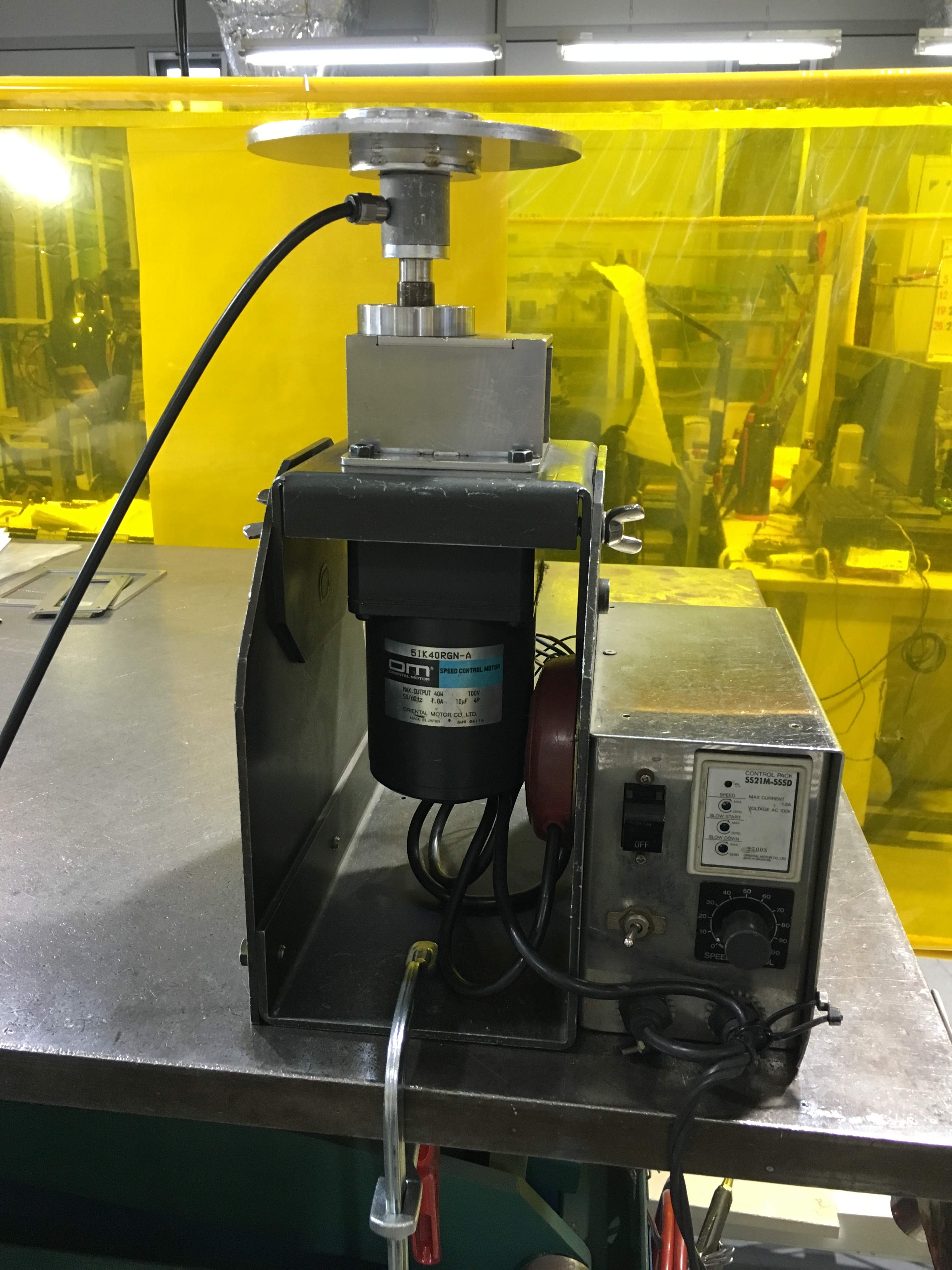
円形の製品を溶接する際、製品を手で回しながら溶接すると
溶接ビードが途中で途切れたり、歪んだりしてしまいます 😥
この回転テーブルを使うと電流値と回転スピ-ドさえ気をつければ
溶接経験者なら誰でも簡単に綺麗な溶接ビードが出来て、さらに時間短縮にもなる優れものです![]()

上の写真が実際に機械を使用した時の溶接ビードになります 😀
今後もフル活用して作業に取り組みたいと思います![]()
![]()

はじめまして、今回から新しくブログ担当となりましたチーム東の龍です。

トーチを
マウスに持ち替えて情報発信して参りますので今後とも宜しく御願い致します。
今回は、Tig溶接機の紹介をしたいと思います。

私が21年愛用しているアナログTig溶接機です。
当時は、こいつが最高峰でした。(持論)
溶接がまだろくに出来ないくせに、社長へ頼み込んで買って頂いた思い出の溶接機です。
私の相棒として今でも現役でバリバリと働いてくれていますが・・・
いま流行のデジタル機には敵いません。
特に交流(アルミ)では、アークの集中度が全く違います。低電流でもアークがふらつきません。
20年の時が経つとテレビもデジタルとなり携帯電話は今ではスマホ・・・ 時代の流れを感じます。
ちなみに私は、未だにガラケーを愛用しています。
さてさて、現在のTig溶接機は・・・

なんとデジタルです。
特徴として直流は4A(アンペア)から交流は10Aと低い電流から1A単位で300Aまで変更できます。
全ての条件がデジタルなので条件管理が確実に行えます。
しかも、溶接条件を50件メモリーする事が可能です。

また、通常頻繁に使用する条件を5件リモコン側から呼び出しも出来ます。
しかも手元でパルスやクレーターの制御も出来てしまいます。
大変便利です。

アナログ機の場合は、「だいたいこれくらい」の感が頼りな部分もありましたが
これからは、数値で管理できますので新人さんへの指導も行いやすく
なって行くと期待します。
これから、どんどん使いこなして行きますよ~![]()
みなさん こんにちは
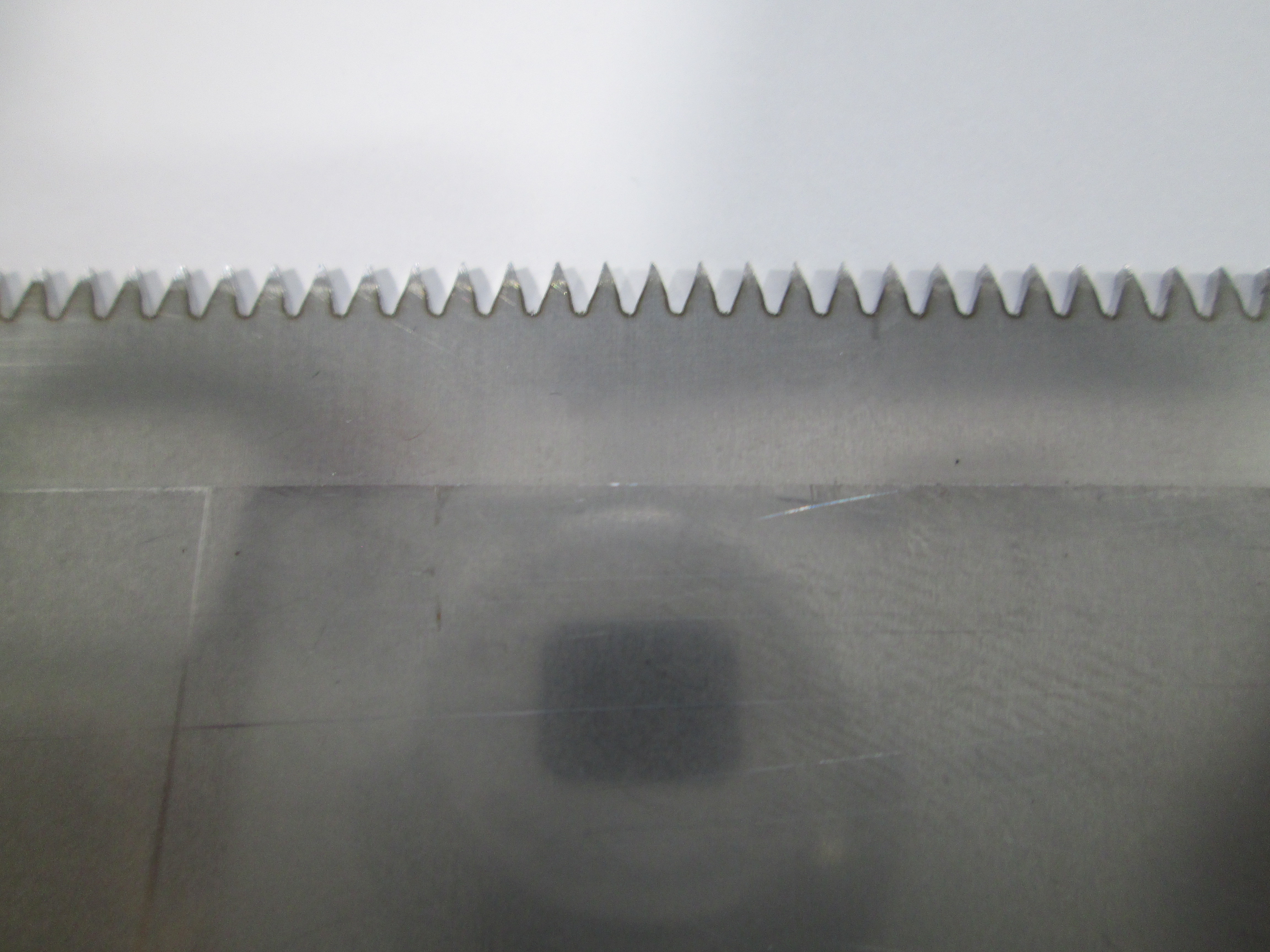
今回は、溶接工程で使用している保護テープ剥ぎの改善治具を紹介します。
ステンレスを使用して製作したもので、左は全体、右が拡大した写真になります。
(注:のこぎりではありません。)
研磨材などに貼られている保護シールは、表面のキズ防止には威力を発揮するのですが、
溶接を実施する際は、邪魔な存在となり接合部と熱影響部の保護テープを除去しないといけません。
以前は、手で保護テープを引き裂いてましたが、今ではこの治具で楽に保護テープ剥ぎが出来るようになりました。
下の写真が手でシールを引き裂いた写真になります。
下の写真が保護テープ剥ぎ用の治具を使用し保護テープをカットした写真になります。


作業性も向上し 更に見た目も良くなりました。今後も沢山活用して行きたいと思います。
チーム東 oichi
こんにちは、代表の藤田です。
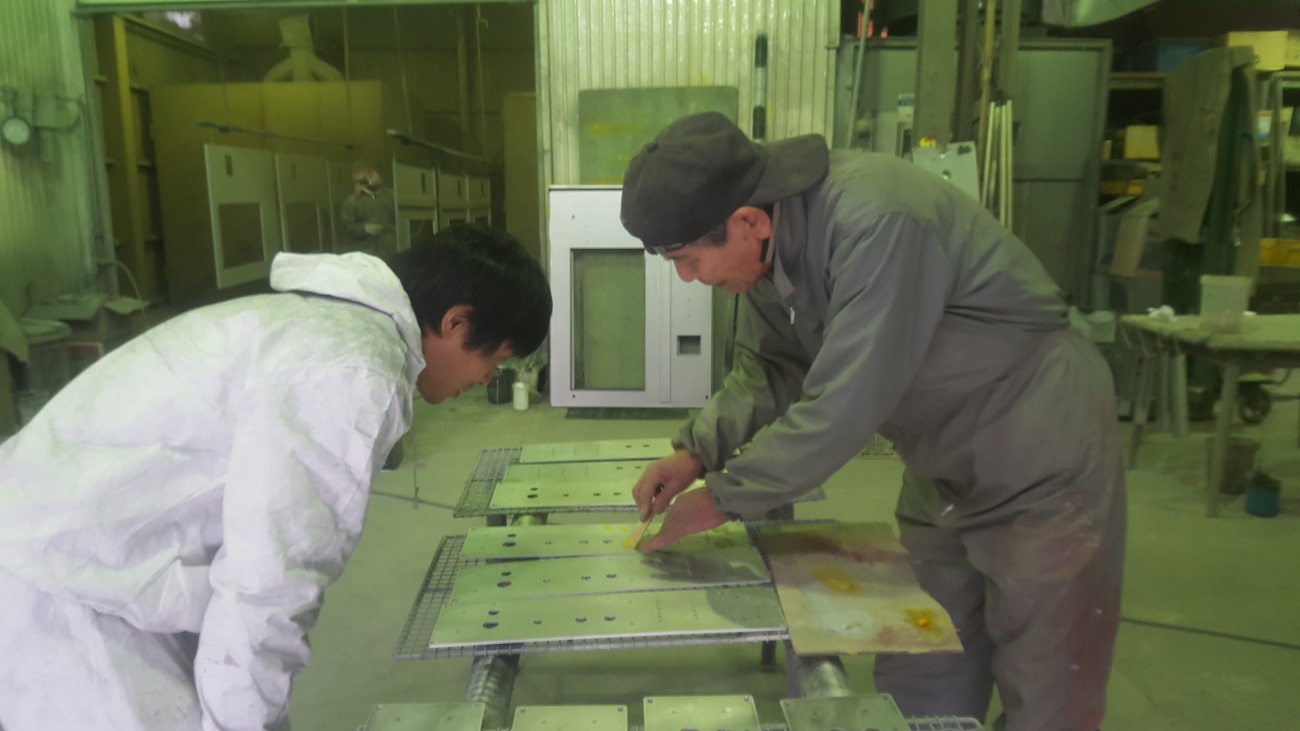
今回は、日本有数の塗装技術を誇る(有)望月塗工研究所にて研修中の和田くんの紹介です。
難易度の高い「鋳物パテ」のご指導を頂いている風景です。

望月社長(左)に直接、吹き付け作業のテクニックを伝授していただいている和田くんです。

塗装業界のレジェンドこと、望月会長です!
塗装の極意をご丁寧にご指導いただいています。ありがとうございます。
(有)望月塗工研究所の素敵な皆さま、ご丁寧なご指導に心から感謝致します。
城南ブレインズ(異業種交流会)の定例会にも参加し、マネージメントについても学びました。

今回の研修で、更にスキルアップした和田くん!
今後、藤田ワークス塗装事業のグループカンパニー化に向けて一歩前進です。
将来が楽しみです。