初めまして。
今月より、ブログを担当する事になりました。
チームWTの19です。
今回初投稿としまして、
1月末にFinal stageグループに導入されました

「JUST Fit BOX(段ボール製造機)」についてざっくり、紹介させて頂きます( – ̀ω -́ )✧
使い方
1 、製品の寸法(縦、横、高さ)を測る
2、本体横のモニターで作りたい箱の型を選び、測った寸法をそれぞれ入力

3、設定完了したらOK!出力!
これだけです。
製品にあったサイズの箱をそのまま作れるので、緩衝材も、既存の箱を変形する手間も大幅に削減でき、出荷作業で大活躍しております(* ´ ꒳ `* )
写真少なめですみません(汗)
このような感じで、日々の業務など投稿していきますので割と拙文になるかと思いますが宜しくお願い致します。
入社記念品の製作
こんにちは!チームRMのFです。昨年度に引き続き今年度までチームRMの一員としてブログの投稿を行いますでよろしくお願いします。
今回は2022年度の新卒の新入社員へ向けた入社記念品の主な設計を担当いたしましたので、ご紹介したいと思います!
昨年度分から設計を担当しており、今年度分も学校名と名前が載った盾のデザインで行くのかと思っていたのですが、実用的でなく飾らずにしまってある人が多かったようで実用的なものにするべく写真盾を作ろうということになりました。
写真盾と聞いて真っ先に額縁のようなイメージを持ったのですが、ただ写真が入るだけではなく写真の周りには桜島や会社のイラストなどを象った子部品を載せてみようという事になり実際に加工を行なって確認をしてみたのですが、親睦会の方々から待ったがかかりそのデザインでは使ってもらえないと言わんばかりに若者向けなインスタ風フレームにしたらどうかという提案を受けました💧
複雑なデザインではなかったので3DCADでのモデル起こしはスムーズでした!
いくつものマークがあったのですが、親睦会の方々に相談しながら配置の調整を繰り返し行なってこの形に辿り着きました!
板金部品は装飾に向いたSUS304-HLにし、表面にはクリア塗装を。
一番上にはインスタ風の書体で文字を。
左上の紺色のマークは会社のロゴを3Dプリンタで造形し溶剤塗装、その右側には3Dプリンタで造形した新入社員それぞれの名前を接着。
中央部に写真がくるようにし、その下の3つのマークは同じく3Dプリンタで造形し赤・白・青の3色に分けて溶剤塗装を施した上で接着。
その下にはハッシュタグを、右側にはスペースができたので会社のイラストを配置しインスタ風フレームをベースに、藤田ワークス風のアレンジを加えた非常に良いデザインに仕上がりました!
最も大変であろう正面のデザインが完成したのですが、この板金一枚ではもちろん写真盾にはなりません。
つまりはどういった構造の写真盾にするかです。
個人的にスラっとしてて写真の取り替え自体が簡単にできる構造を、インスタ風フレームのデザインに移る前に簡単なイメージとして作っていました。その構造案はデザイン性を意識して考えたものであったため写真盾の役割を果たせるか全く自信がありませんでした💧それがこちらです。
前後でパーツを分け、埋め込んだ磁石と最背面の磁性を持ったSUS430がくっ付いて重なり合う構造にすることで簡単に取り外して写真の入れ替えがスムーズにできます!また前後それぞれのパーツを組み付けるためのネジには皿ネジを採用し余計な出っ張りを作らないようにしてみました。
皿ネジがはみ出ないようにするために板厚2.0mmの板金を使っていますが、少しでも軽量化を図るために内側にくる2枚の材料はアルミにしています。板金の重なりだけでは隙間が広く、写真を固定することができないため6.0mmの隙間に対して一般的な写真(L判)の厚み(0.23mm)を引いた約5.7mmの厚みを3Dプリンタで造形し写真の背もたれを作ることで隙間の悩みを解消できました。
今回唯一の失敗であったのがアクリル板を購入するはずが、塩ビ板を買っていたことです。安価な1.0mmのアクリル板がなかなか見つからず色んなワード検索をかけたこと、そもそもアクリル板と塩ビ板の違いについての知識がなかったため買ったものが届いて、加工を行う中で出た疑問を問うためにベテラン作業員へ相談を行なった際に発覚しました。
塩ビ板のメリットとしてはアクリル板よりも衝撃に強く、加工がおこないやすく、安価であること。
デメリットとしてはアクリル板よりも重量があり、透明度が劣り、耐熱温度が低いこと。
一見良さそうにも思えるのですが、アクリル板はレーザー加工が行えるのに対して塩ビ板はレーザー加工を行うと塩素ガスが発生し加工部付近に焼いたような跡が残るとのこと。
そのためシャーリングを使ってカット、板金部品に重ね合わせて穴位置にマーキングを行い穴加工、面取り機を使って四隅を整える。今年度の新入社員が6名であったため予備を含め8枚分を全て手作業で行う事になりました。苦労はしましたが、今後もアクリル板や塩ビ板を扱う機会が思うので良い勉強になりました。
全く自信のなかった構造も問題なく組み立てができ安心しました。
新入社員の方々には入社式の際に撮った写真を収めて贈呈されたとのことです!
期日が迫っており結構駆け足で進めた業務でしたが、なんとか間に合わせることができ非常に良いものに仕上がってくれて良かったです!
箱曲げ加工
こんにちは
チームWTのMです。
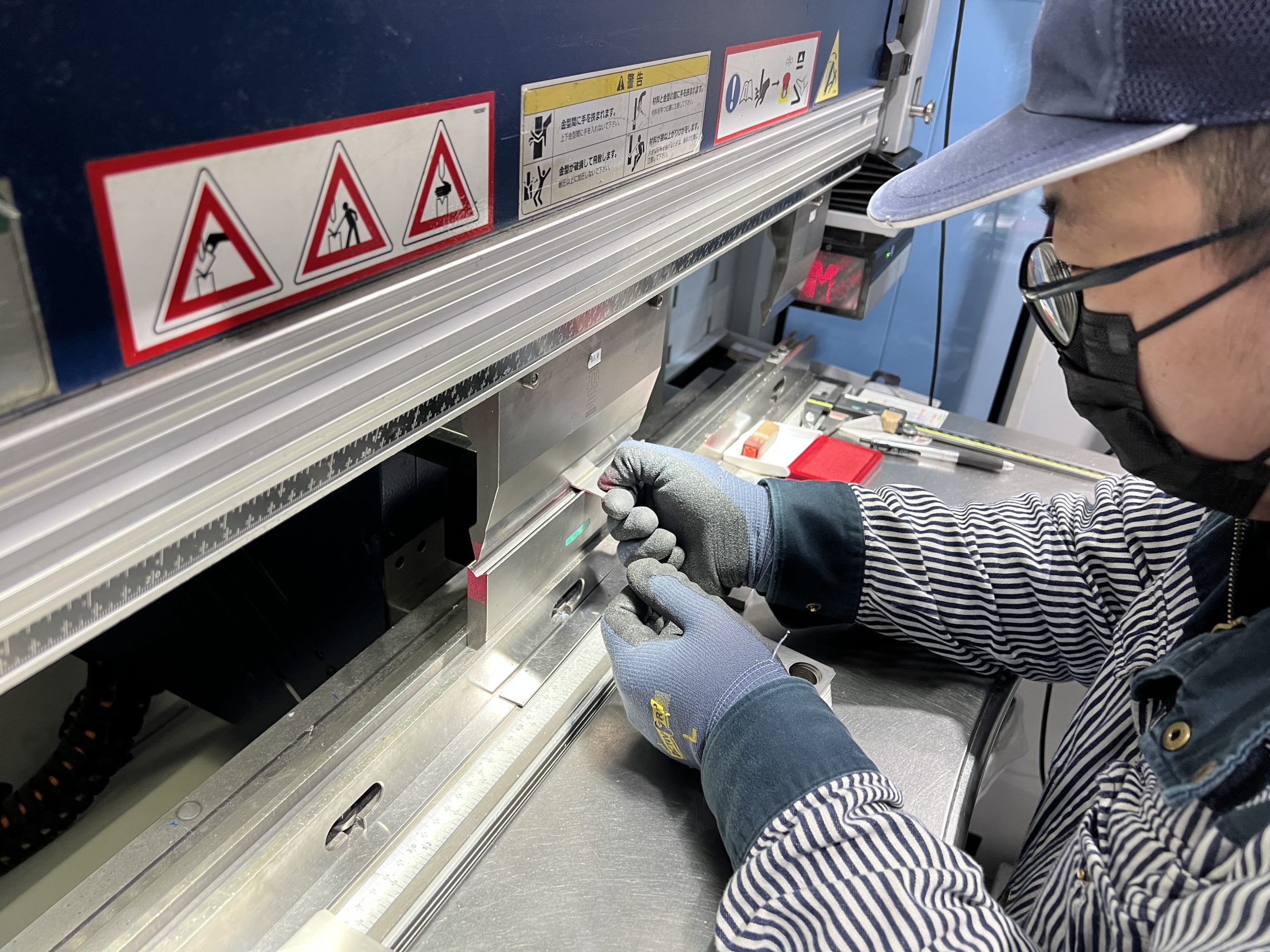
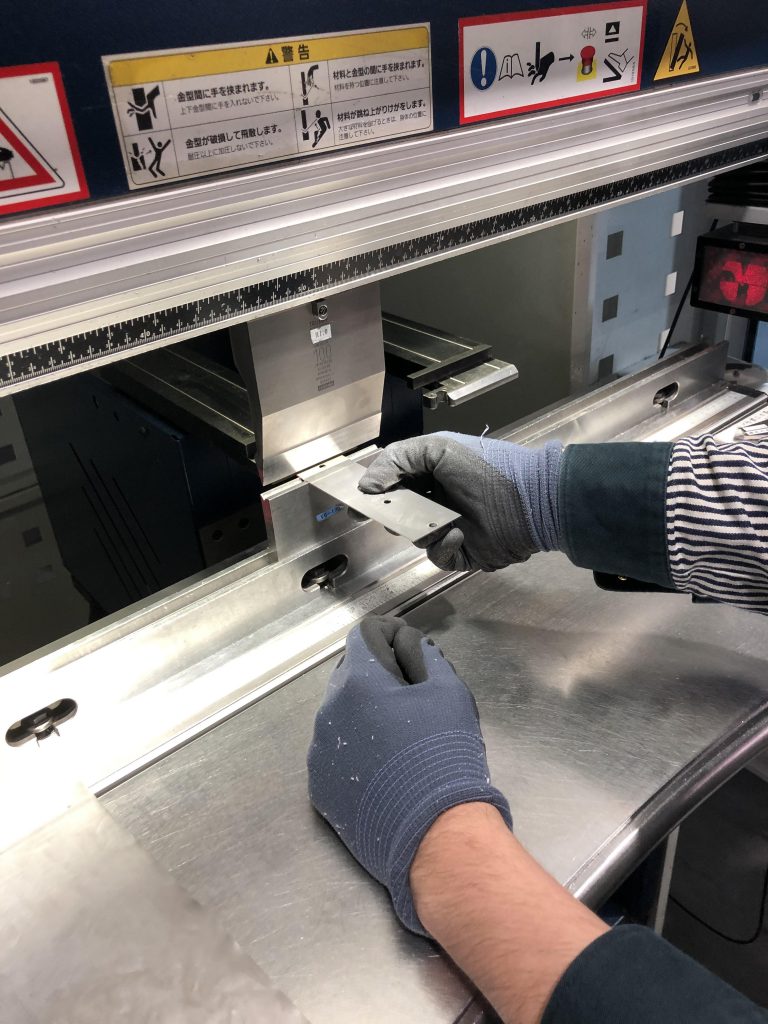
私は、現在L曲げやハット曲げなどを加工していますが、
先日紹介したM君が今後加工していくにあたって、自分は箱曲げなどを加工していくことになっています
いきなり加工量産はできないため、空き時間で練習し今後のために備えています。
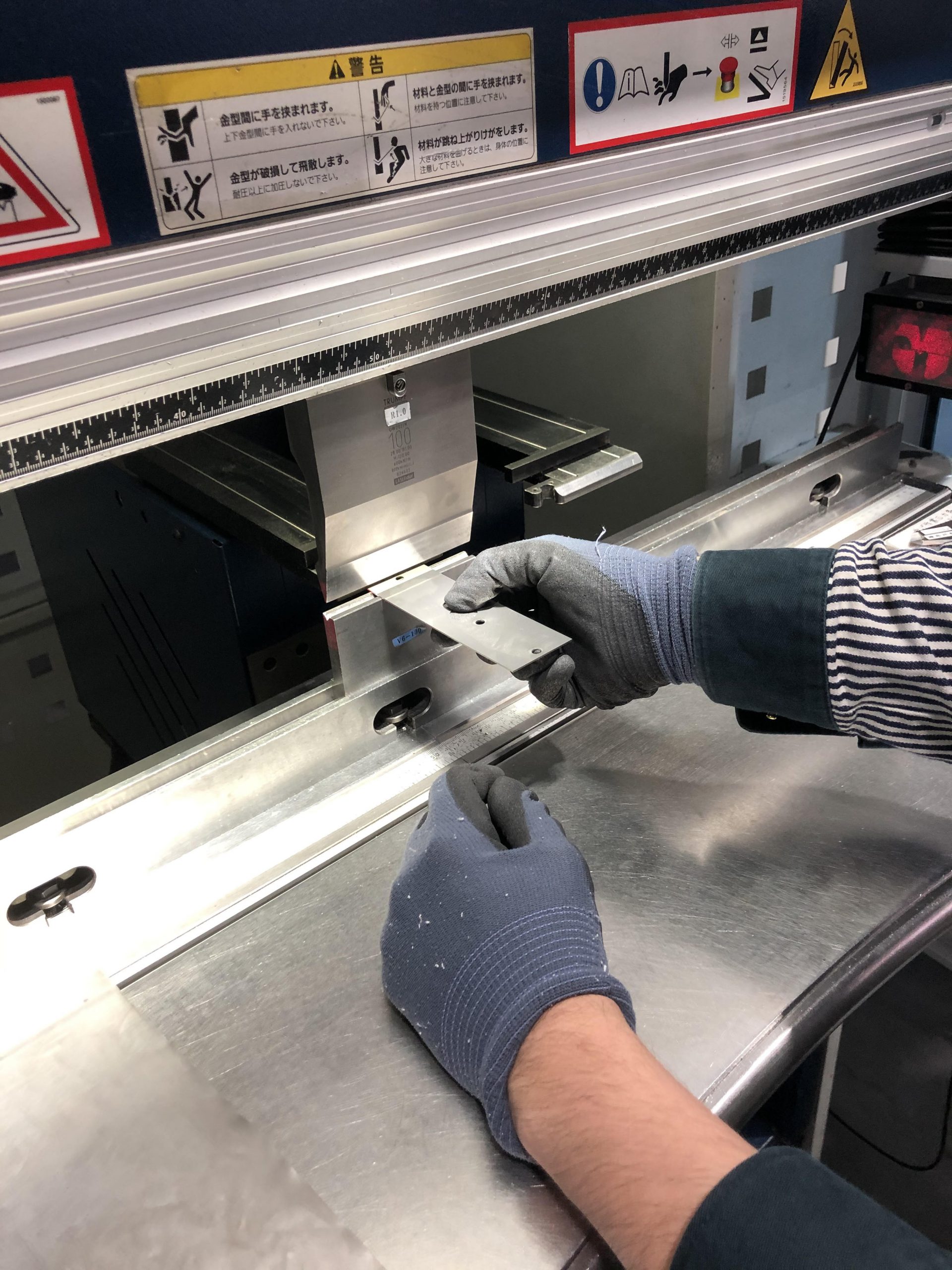
曲げ加工
こんにちは。 チームWTのMです。 今回は現在私の所属するFCOグループで2月に配属になったM君をご紹介します!
M君はFCOグループでトルベンド7036で曲げ加工を行なっています。
今はL曲げを中心に、Z曲げハット曲げをの加工の練習も行ってます。 ケガがないよう、楽しく加工ができればと思っております。 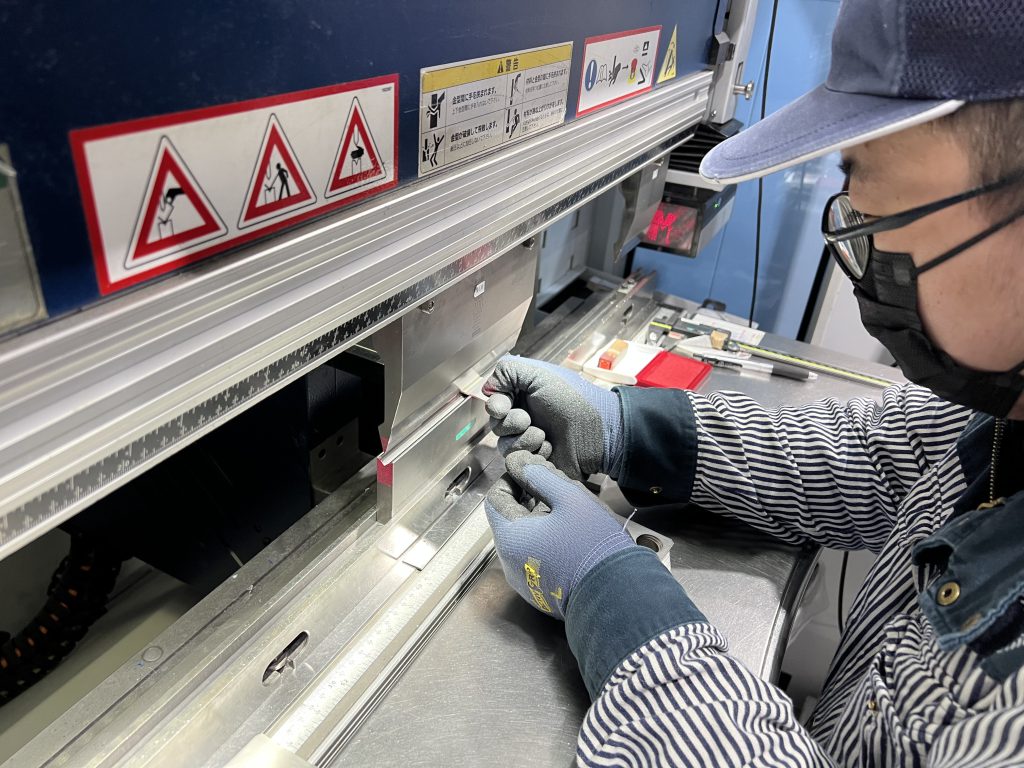
作業工具の点検
こんにちは
チームさんさんのNです
今回は作業現場で使用する工具の点検を行いました

製品加工の際使用するグラインダーは加工時の粉塵が溜まり故障の原因となります
定期的な点検を行い不備があれば対処します
工具を大切に扱い少しでも長く使用できればと思います
作業台製作
こんにちは 🙂
チームさんさんのYです。
今回、生産技術グループのF君が作業台を製作して下さったので紹介致します。
こちらです

1月にFinalStageグループ(検査・梱包業務)に導入されたJUSTFITBOX(段ボール裁断機)用の作業台です。(作業台上で段ボールの接着を行います)
ベニヤ板、イレクターパイプ、藤田ワークス製の板金(引き出し)によって組み立てられています。
作業しやすい大きな天板と、マニュアルや筆記用具を保管できる引き出しがとても使いやすく非常に助かっています。
F君ありがとう。 😛
パイプ加工始めました。
皆さんこんにちは~ 
チ-ムさんさんのURです。最近朝は寒く、日中は暖かい日があり春の訪れを感じますよね。
今年度も残りわずかではありますが頑張りましょう。Trumatic7000の教育を日々2時間程受けてきました。
すでにCランクぐらいあるのでは—-っと思える程扱える様になりました。
そこで今度はパイプ加工に挑戦しようとN先輩に弟子入りをしました。
今年は新しい設備が入ってきます。少しでも力になれる様、今からパイプ加工の知識と技量を身に付けたいと思います。
今回のブログで最後になります。次回は新しいブログ担当者になります。2年間有り難うございました。
合格しました‼️
こんにちは❗️
チーム段のT.Kです。今年度も後二ヶ月を切りました❗️気温の変化も激しいので、体調に気おつけて頑張っていきましょう💪💪
ここで私事ですが、12月に受けていた溶接試験の結果が発表されました❗️ …合格しまた❗️👏
結果は、筆記が95点/実技が欠陥なしという結果でした。
溶接の師匠の指導がとても身になりました❗️
これからもいろんなことに、チャレンジしていきます💪💪
 溶接試験の結果
溶接試験の結果
今回で、自分は最後のブログ更新となりました。
初めてのことで慣れないことばかりでしたが少しでも興味を持ってもらえたら嬉しいです。
ありがとうございました。
手直し
こんにちは、チームWTのSです。
日々改善活動で治具や台車等を製作していますが、製作後に実際に現場で使用する際に
削ったり、部品を足して補強するなどの“手直し”を行うことがあります。
今回は最近行った手直しについて書いていきます。
3ヶ月ほど前に1stグループの洗浄機横での作業で使用する台車を製作しました。
数カ月使用してガタが来ているので補強を行い、また、キャスターを大きなものにしてほしいと
依頼を受けました。

ガタが来ているのは溶接が外れかけている箇所があったためだったので追加で溶接するだけで済みましたが、
キャスターを選定するときにふと困ってしまいました。トータルの高さを変えないように、という制約があったためです。
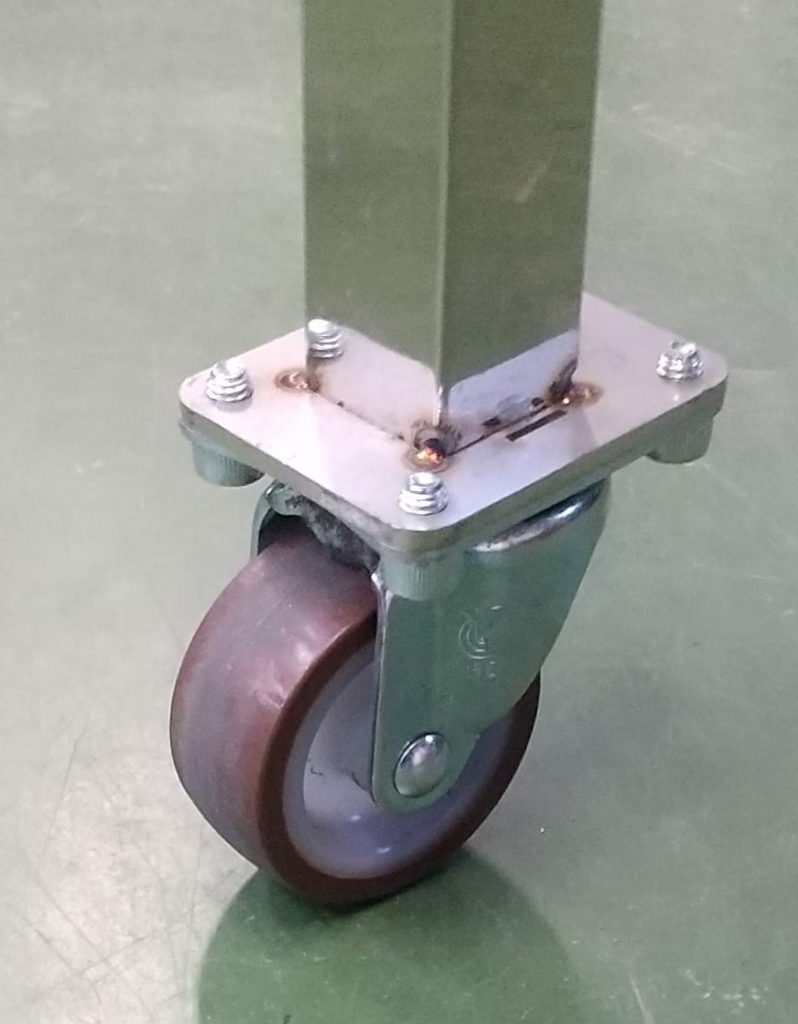
写真のように取り付け座にボルトで固定するものを使用していたため、もし同じタイプのものを使用するならば、取付高の差の分角パイプをカットし、新しく取り付け座を溶接しなおさないといけません。
もっと労力をかけずに行えないものかと思い、グループ長に相談したところ、差し込み式タイプのものがあると教えていただきました。
早速調べてみると見つかり、対応する角パイプのサイズ(25角)も問題ありませんでした。
30角だと対応するものがなかったのでラッキーでした (・_・;)

こちらがそのキャスターになります。
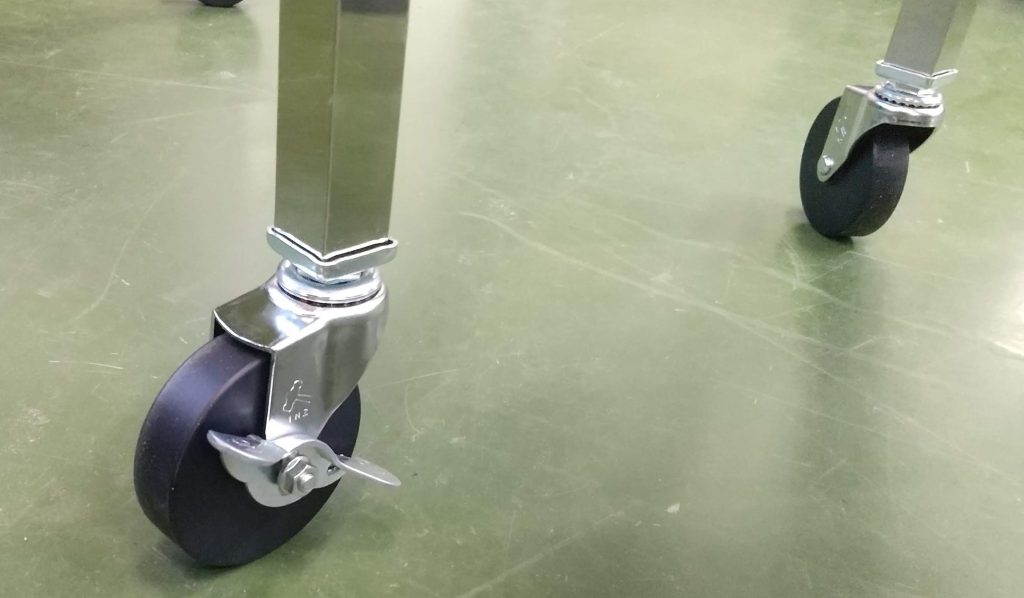
取り付け後の画像です。パイプ受金具がパイプの角を覆ってくれるので見た目も良いです。
初めからこのタイプにしておけば良かったなぁと思いました。
自分が知らない部品・器具はまだまだあるので今後の設計に活かせるように知識を増やしていきたいです。
溶接裏ガス治具の製作
お疲れ様です。
チームRMのFです。
今回紹介させていただくのは、溶接裏ガス治具になります。
社内ではよく裏ガスと呼ばれていますが、バックシールドと呼ばれるそうで溶接部の裏側を可能な限り密閉し、窒素やアルゴンガスといった不活性ガスを流すことによって溶接部の裏側が酸化することを防ぐ方法です。
このバックシールドをすることによって溶接ビードの品質が向上し強度や耐食性も変わり、溶接後の溶接焼け取りも楽になるのでSUS(ステンレス)材料の焼け取りがやりにくい形状の製品(製作数や発注の頻度にもよると思いますが)には必要になってきます。
今回、依頼を受けた製品は箱型の形状にいくつか大きめの穴が開いてはいるのですが、焼け取りが大変かつ製作数や発注の頻度もそこそこであったため溶接裏ガス治具の製作をお願いされました。
ただ、溶接裏ガス治具を製作するのは今回が初めてで、1回目は自分なりに色々と考えて設計、製作まで行い完成品を納めに行ったのですが、使い方が複雑であること、製品が研磨ものであるためSUSの板で囲むのは良くないとのことでした。
社内にはいくつもの溶接治具があるため、使い方が複雑な治具があっては把握ができなくなってしまいます。
そのため使う方のことを考慮し、いかにシンプルな使い方ができるような設計を行うかが大事であると教わりました。
2回目は経験豊富なグループ長からのアドバイスを頂きながら設計を進めていきました。
1つ目は、製品をどう溶接するかです。私が作業担当の方の話を伺った時は箱型の製品を立てた状態とその状態から90度回転させた状態の2パターンで溶接を行いたいとのことでした。
ですが、製品の溶接が必要な位置を確認したところ寝かせた状態で向きを変えることなく溶接ができることに気づきました。
そこで、作業担当の方に確認を行ったのですが製品を寝かせた状態でURロボットで溶接すると溶接位置のズレが発生したという事例があったため却下されました。
このことをグループ長へ伝えると、作業担当の方に再確認に行ってくださいました。
すると、製品を寝かせた状態でURロボットで溶接していた際に溶接位置のズレが起こってしまった原因として、製品の固定が不十分な中、URロボットで溶接をしていたことで溶接歪みにより溶接位置のズレが生じてしまったのではないかと推測されました。
2つ目に研磨の製品の固定方法です。
金属以外の材料を面に当てて固定を考えたりもしましたが、Tig溶接は融点が約3400度のタングステンを電極に用いる溶接方法であるため、金属以外の材料を用いた固定は難しいと容易に判断できました。
これについてもグループ長に相談を行ったところ、銅板を当てることを勧められました。
銅はSUSに比べて柔らかい材料であるためSUSより傷を付けにくく、冷やしガネの役割も担えることで研磨製品の溶接治具には欠かせない材料であること、熱を下げながら溶接していけることで溶接歪みを抑えることができることを教わりました。
ただ銅1枚だけでは剛性が低いため、銅:3.0mmとSUS:3.0mmを重ねることで剛性を高めることができ、この方法を用いた溶接治具をいくつか製作して実際に使われているとの話だったので用途や効果を理解した上でこの方法を取り入れることにしました。
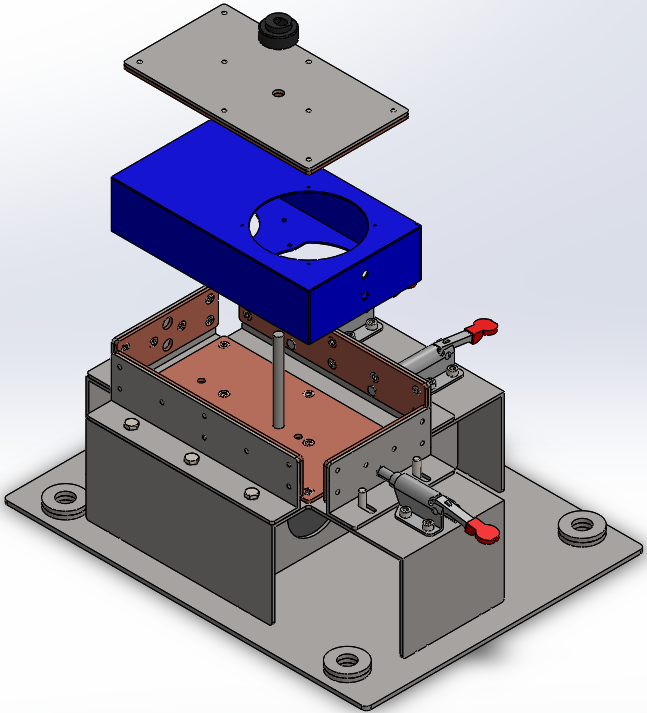
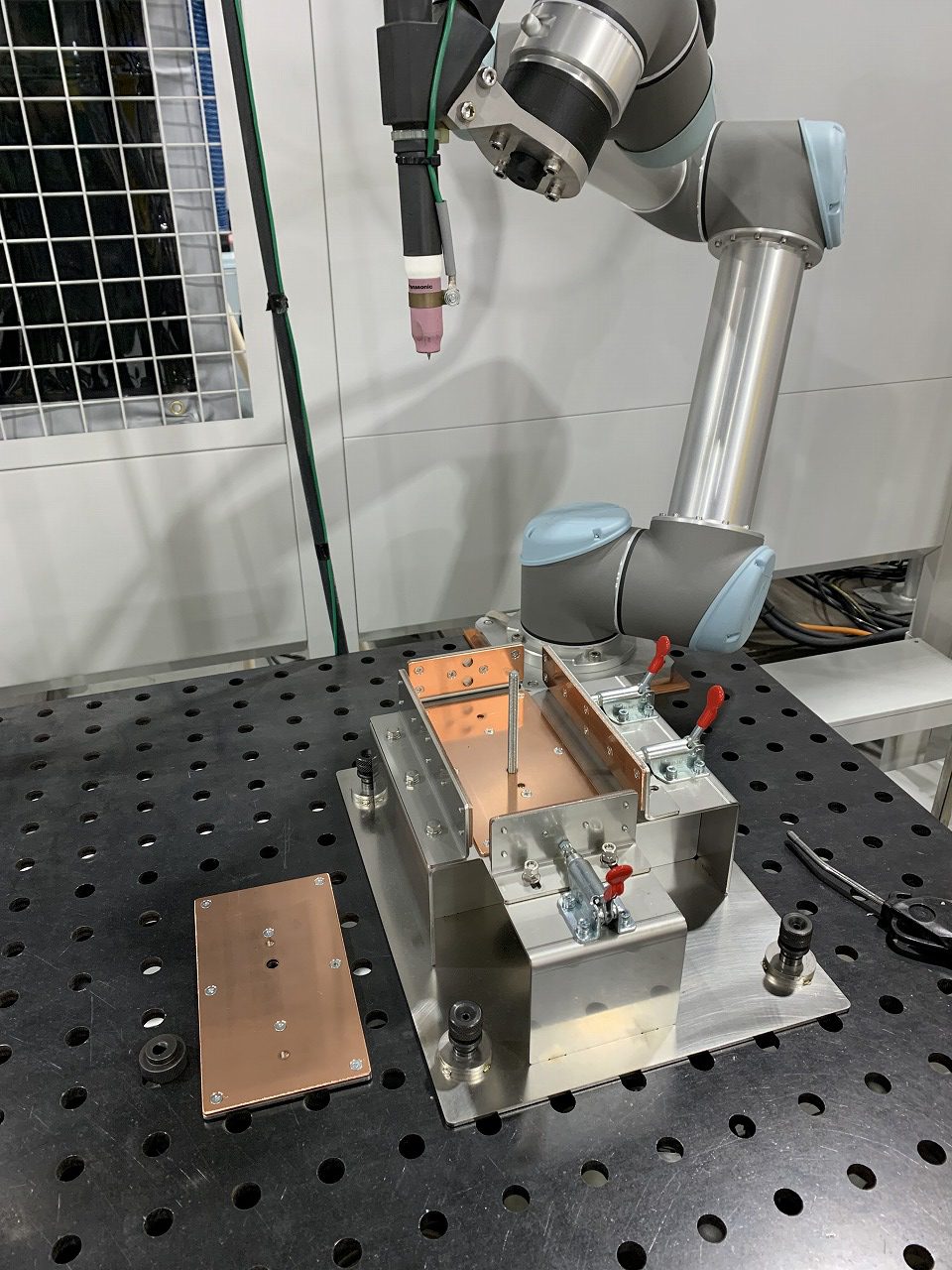
こちらが設計した3D CAD図になります。
箱型の製品に対して全ての面に銅+SUS板が当たるように、側面2方向は固定し対面に当たる2面は広げられるように長穴を作り、
製品をセットした後はトグルクランプで押さえて側面は固定されます。
上面は別パーツになってしまうのですが、同じように銅+SUS板を重ね製品と接触しないように立てられたボルトに早締めナットを取り付けることで側面と上面から押さえることで十分な固定となり溶接歪みの発生により溶接位置がズレることを防止できるかつ、裏ガスを閉じ込める空間を作れます。
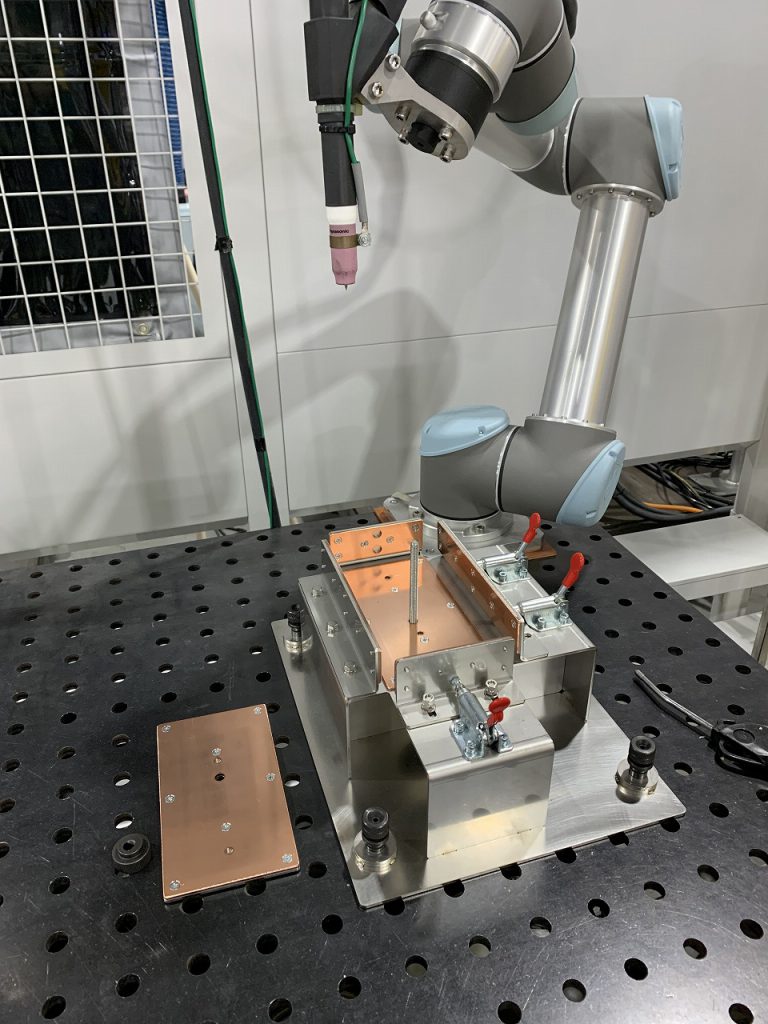
こちらが完成した治具になります。
完成したのが先週の頭だったこともあり、実際の使用感や改善内容などまだ聞けていませんが、注意すべき項目等をまとめ今後の製作に繋げていきたいと思います。