板金教室2023
皆さんこんにちは😃
今回は社内で行われている「板金教室」について少しご紹介したいと思います✨
板金教室とは社員が好きな物、欲しい物を自らの手で1つ作品を作りあげる事を目標とした活動になります☝️
私も今回初めて板金教室に参加させてもらいました。1から物を作りあげる大変さや完成した時の達成感や喜びを感じるという、モノづくりの醍醐味を経験させて頂きました❗️
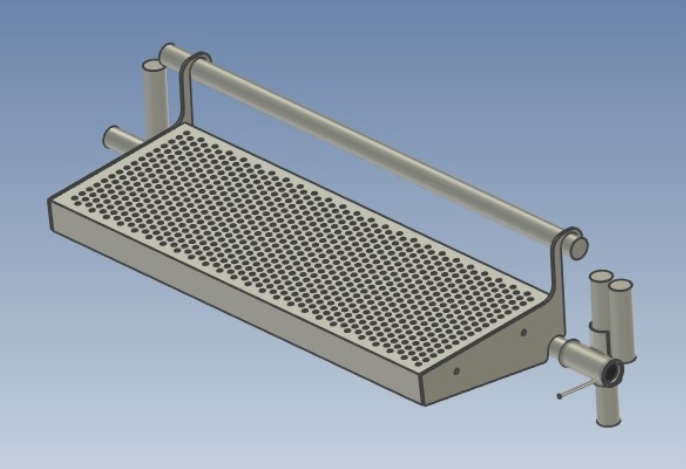
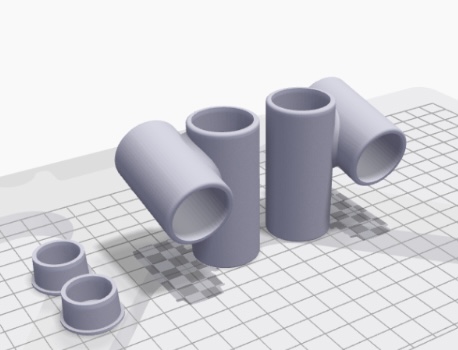
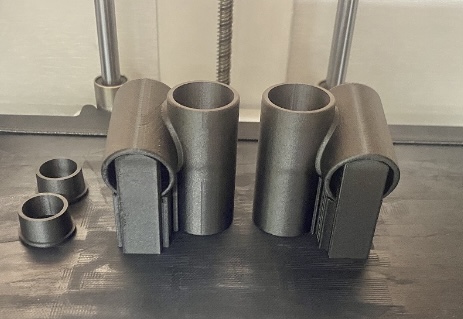
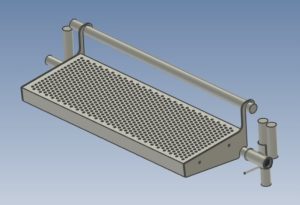
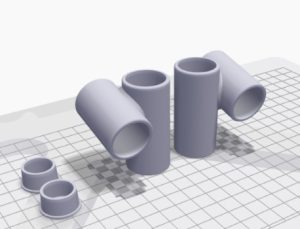
以下の写真は3D-CADを使って製品を設計したものと、3Dプリンタを使ってイレクターパイプジョイント(2本のパイプを固定するジョイント)を作成したものになります❗️

1つの製品を作りあげる過程で自社の仕事内容がより理解できる様になり、今後の仕事の成長に繋がる貴重な経験を積むことが出来ました😊
この様な機会を与えて頂いた社長をはじめ、協力して頂いた社員の皆様ありがとうございました🙇♂️
チームFW F
残暑の候
如何お過ごしでしょうか?
チームWTの19です。
9月に入り、朝方はだんだんと秋めいた気温になってきました。昼間は変わらずの暑さですが……
先月の事になりますが、約10数年ぶりに
地元の夏祭りに足を運んでみました。
今年はコロナ明けの関係で、どこのお祭りも4年ぶりの開催、という所が多かったようです。
広場の奥にステージが設えられ、
子どもからお年寄りまで色々な団体の方々が、ダンスや歌など各々パフォーマンスを披露されていました。
(ゲストの方は、後々調べたらとある演歌歌手のモノマネで有名な芸人さんでした。無知で申し訳ありません……(汗))
大人になってからでないと分からない、地元の雰囲気を味わう事の出来た夏でした。
(因みに同じく4年ぶりの開催となった国分夏祭り、2日間で約11万人の人出とのこと。………規模で見てはいけない……)
新入社員紹介!!
皆さんこんにちは!
チームWTのKです!
今回は、9月からFCOグループに研修に来てくれているR君を紹介します!

R君には、カシメ、曲げ前のシール剥がし、カシメ、曲げ作業を中心に研修をしてもらっています!
R君に意気込みを聞くと、
「仕事を始めて半年が経ち、コミュニケーションが大事だと感じたので、コミュニケーションを大切に、会社に貢献出来る人材になりたいです。」
との事でした!
安全を第一に頑張って欲しいと思います!
新入社員紹介!
こんにちは!
チームつかぴーのIです!
現在、仕上げ工程で焼け取りの研修を受けている新入社員のK君を紹介します!
初めは焼け取り箇所の見落としや、焼け取り箇所が沢山ある製品などは苦戦しているようでしたが徐々に慣れてきて製品1個のスピードがはやくなってきました!
これからはもっと難しい製品や上げ作業もできるよう指導していきたいと思います!
また、残りの研修期間怪我などに気をつけて作業してほしいです!
環境を見直す事で見えてくること

おはようございます。
チームRKのKです。
夏も終盤に差し掛かって最近の朝は少し涼しく感じるようになってきましたね!
でもまだ仕事をしているとものすごく汗をかいてしまうので水分補給や体調管理には気をつけなければいけません。
そんな中、会社として暑さ対策を色々取り組んでいますがその中の1つとしてアームカバーが支給されました。
僕は仕事柄、どうしても長袖の作業着を着なくてはいけないのですが、アームカバーがある事で半袖のシャツにアームカバーを腕につけて作業ができるようになりかなり涼しくなってすごく仕事がしやすくなりました。
仕事をする上で「安全」を第一に考えなくてはいけないですが、体調面もそれと同様にものすごく大切なことだと思うので仕事がしやすく、そして安全な仕事環境を作業をしながらさがしていきたいと思います。
それでは今日も1日頑張りましょう!!
溶接アームカバー
皆さんこんにちは!チームつかぴーのoです!
今回のブログでは溶接のアームカバーを紹介したいと思います。
以前のブログで会社の作業着が半袖になり、安全対策のアームカバーの紹介がありましたが、溶接工程でも半袖着用時のアームカバーを着用することとなりました!!

このアームカバーは難燃性、防刃性があり溶接の作業をする際は火傷や、裂傷などを防ぐ目的があります。
快適な作業着になりましたが、安全には気をつけて作業をしていきたいです^_^
整理整頓!
こんにちは!チームツカぴーのNです
先日自分の机の整理を行いました!
作業スペースが綺麗だど、
仕事もやる気になれます
今回綺麗に整えたので、仕事から帰る時は
リセットして綺麗を保てるようにしたいです!!
季節の変わり目で体調を崩しやすい季節なので、
体調管理をしっかりして、頑張ります
WR朝礼風景
皆さんこんにちは、ブログ担当のチームRM・Tです。 😛 😛
毎日暑い日々が続いていますが、皆さん如何お過ごしでしょうか?
今回のブログは、私が所属しているWRグループ(溶接工程)の朝礼について紹介したいと思います。Weグループでは毎朝7時50分から朝礼が始まりGr長から連絡事項など話があります。その後全員で唱和を行います。
その様子がこちら

皆さん大きな声で品質方針の唱和しています。
その後社員手帳の読み合わせ

今日も一日怪我事故不良等無いよう頑張りましょう。 😀 😀
家族参観を行いました!
こんにちは!チームRMのkです✨
先月のことになりますが、8月19日に行われた家族参観の様子を紹介します!
今回は前回よりも多くのご家族にご参加いただき、大変賑やかなイベントとなりました☺️
久しぶりに工場見学や工作の後に、レクリエーションも実施しました!
親睦会のメンバーでヨーヨー釣りなどの準備を行いました。当日は子どもたちがレクリエーションを楽しんでくれて、よかったです!


また、今回の工作ではトラックを製作しました。藤田ワークスのトラックをイメージした形になっています!見本のイラストは親睦会のメンバーに描いてもらいました😊

子どもたちも、たくさんの時間をかけて、それぞれが好きな絵を描いてくれました!藤田ワークスの技術に子どもたちのイラストが加わって、世界にひとつだけのトラックの小物入れが完成しました✨
工作物の製作には、親睦会のメンバーだけでなく、社内の抜きや曲げのグループの方々、生産技術の方々など、たくさんの社員に協力いただきました。ありがとうございました!
そして、イベントにお越しいただいた、ご家族の皆様、ご参加ありがとうございました!
剣山交換
こんにちは。
チームうっちーやっしーのKです。
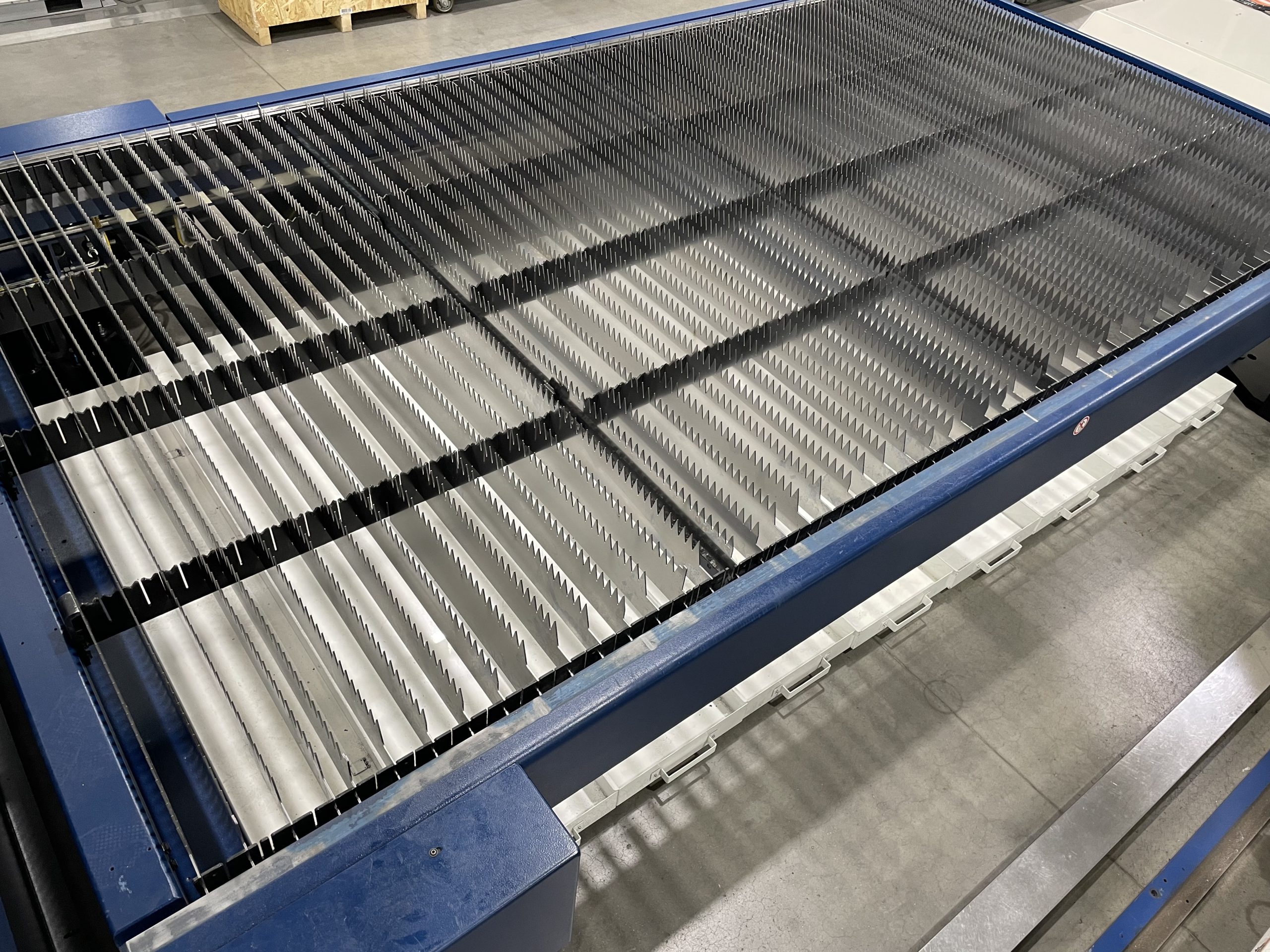
剣山が日々の加工と錆でボロボロだったので、二日間かけて、レーザー加工機ToruLaser3040の剣山を交換しました。

1日目に全ての剣山を外し、パレット内部の拭き掃除を行いました。2日目の朝イチから新しい剣山を装着しました。
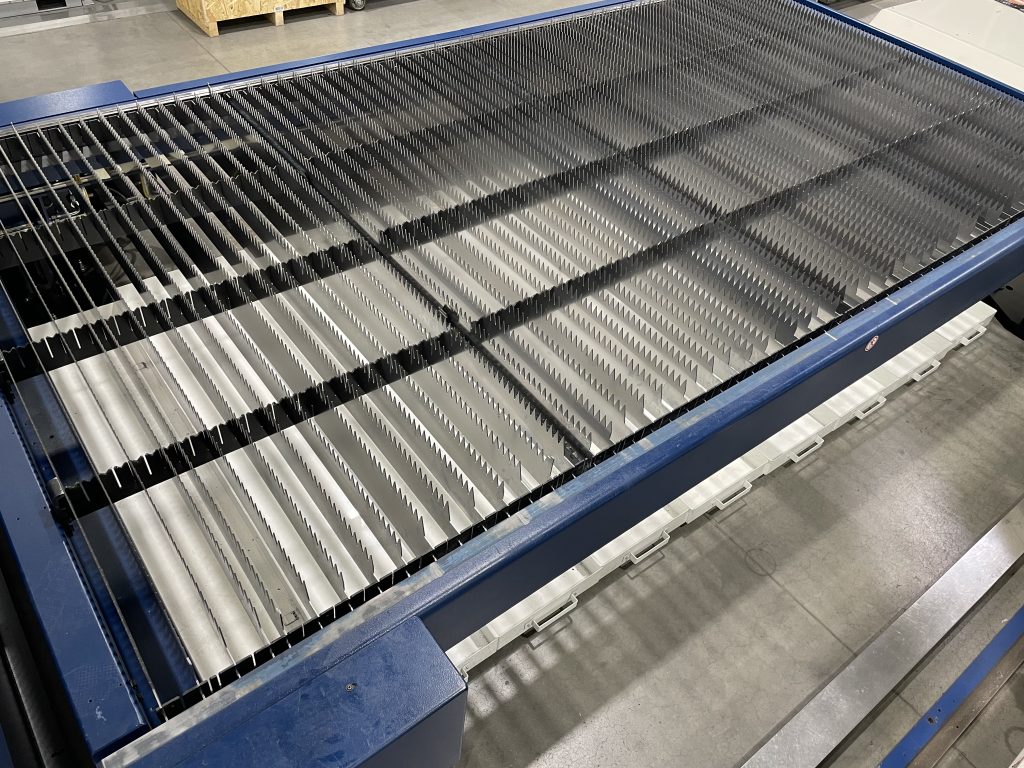
写真からもわかるように剣山の数がかなり多いので、着け外しがとても大変でした。
この剣山交換で、剣山だけでなく普段掃除できない箇所まで綺麗にすることができました。
今回の剣山が光沢のある材料を使っているので見た目も綺麗になりました。
ピカピカになった設備で気持ちよく仕事ができるようになりました。